Die Streulichtmesstechnik umfasst einige Bereiche über die es viel zu lernen gibt. OptoSurf unterstützt Sie bei der Information rund um diese spannende Technologie.
Die Informationen sind größtenteils auf die Streulichttechnologie konzentriert und erheben keinen Anspruch auf Vollständigkeit.
Streulichtmesstechnik
Informationen zur Technolgie
Streulicht
Definition lt. Lexikon der Optik: Streulicht, das durch Ablenkung von gerichtetem Licht an kleinen Teilchen oder optischen Inhomogenitäten entstehende inkohärente Licht, das die gleiche Frequenz wie das einfallende Licht besitzt.
Bei OptoSurf spiegelt sich diese Eigenschaft in Form der Ablenkung des reflektierten Lichts wider. Die Oberfläche kann hierbei als Ansammlung von Spiegelfacetten oder Mikrostrukturwinkeln betrachtet werden. Jede dieser Facetten hat die gleichen Eigenschaften wie ein Spigel. Aufgrund des Reflexionsgesetzes kann aufgrund der Ablenkung des Lichts die Steigung des Winkels bestimmt werden. Durch die Ausleuchtung mit dem Leuchtfleck erhält man somit eine Häufigkeitsverteilung (ähnl. Gauss-Verteilung) der Mikrostrukturwinkel innerhalb der durch den Leuchtfleck betrachteten (beleuchteten) Fläche.
Messwerte
Standard Messwerte
Aq
Der Rauheitskennwert Aq gibt die Varianz, also die detektierte reflektierte Lichtstreuung an. Die Steigung der Mikrostrukturen einer Oberfläche wird durch diesen Wert beschrieben. Die Formel für Aq lautet:
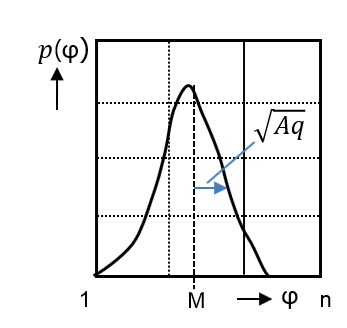
n gibt die Anzahl der Dioden an
M
Der M-Wert ist der Mittelwert der Streulichtverteilung. Ein M-Wert von 0 enstpricht der senkrechten Stellung zur betrachteten Oberfläche. Der M-Wert kann sich zwischen -x und +x befinden.
I
Der Wert der Gesamtintesität wird als I bezeichnet.
Verwandschaft zwischen Sq und Aq
Verwandschaft zwischen RΔq und Aq
“Mittlere Profilsteigung RΔq ist der quadratische Mittelwert der lokalen Profilsteigungen des Rauheitsprofils.
RΔq=√1ll∫0(dzdx)2dx
Die lokalen Profilsteigungen werden über eine Glättungsfunktion berechnet, um den Einfluss von Rauschen zu reduzieren.”
Form- und Welligkeitsauswertung
FFT
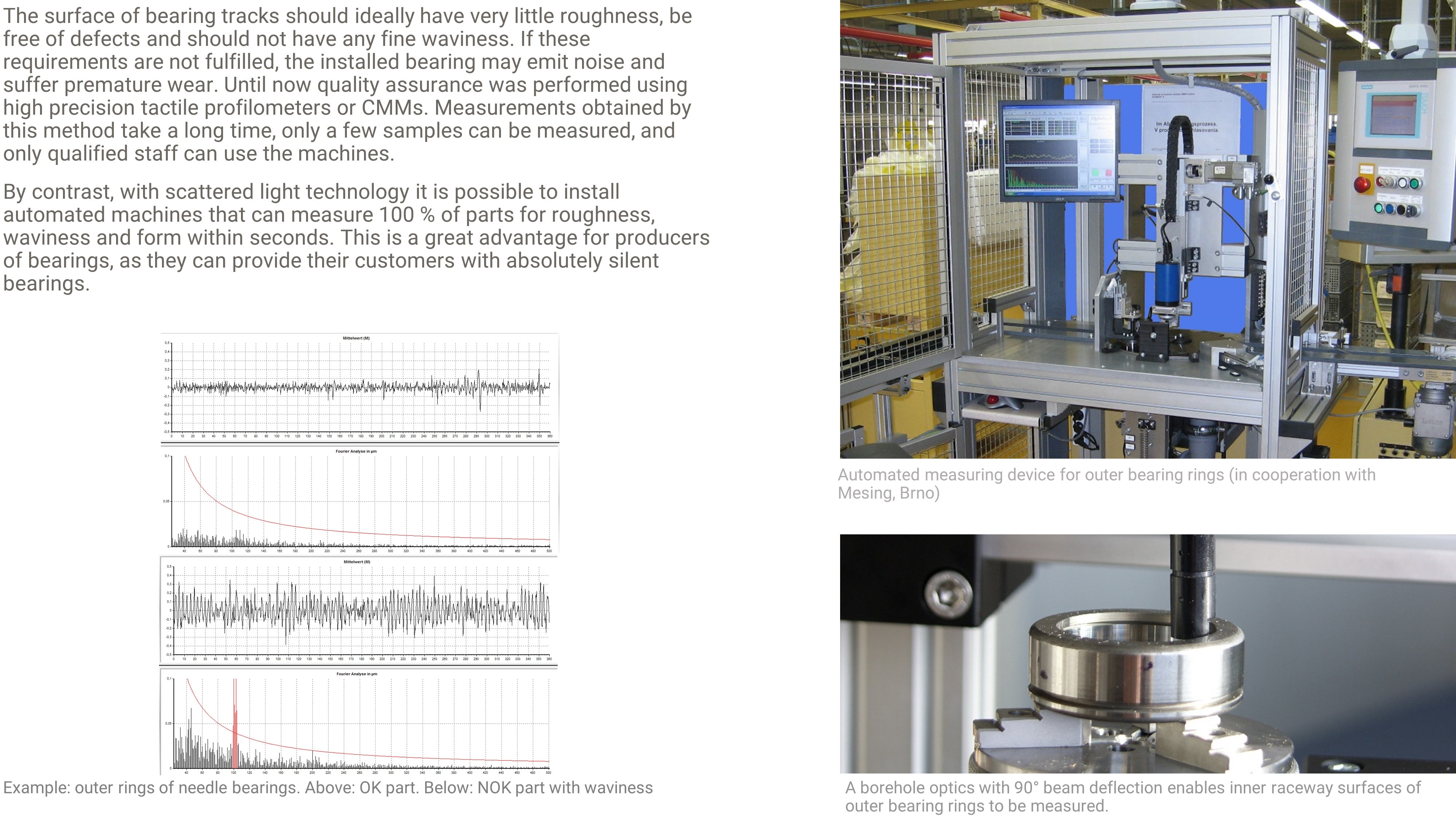
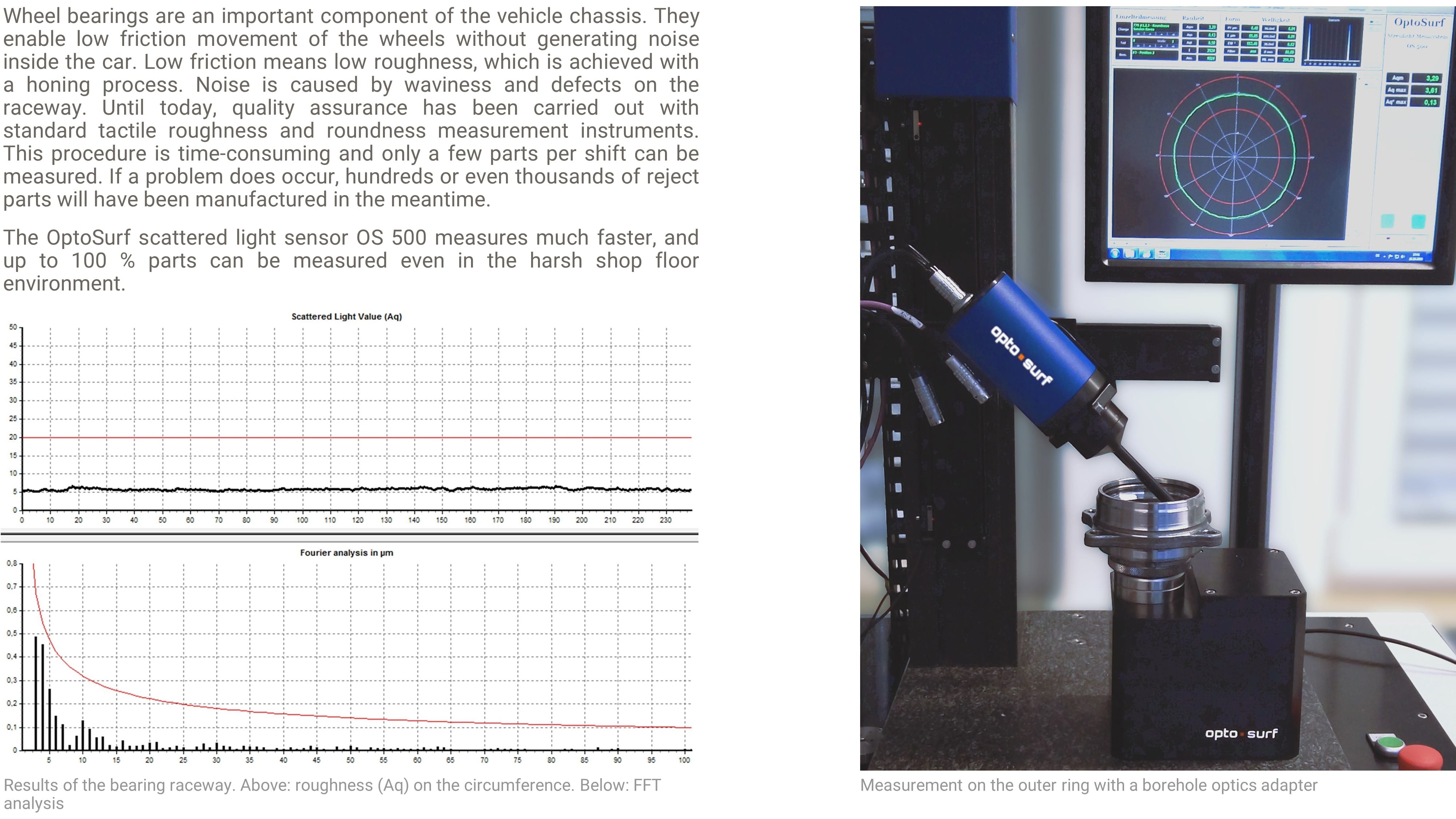
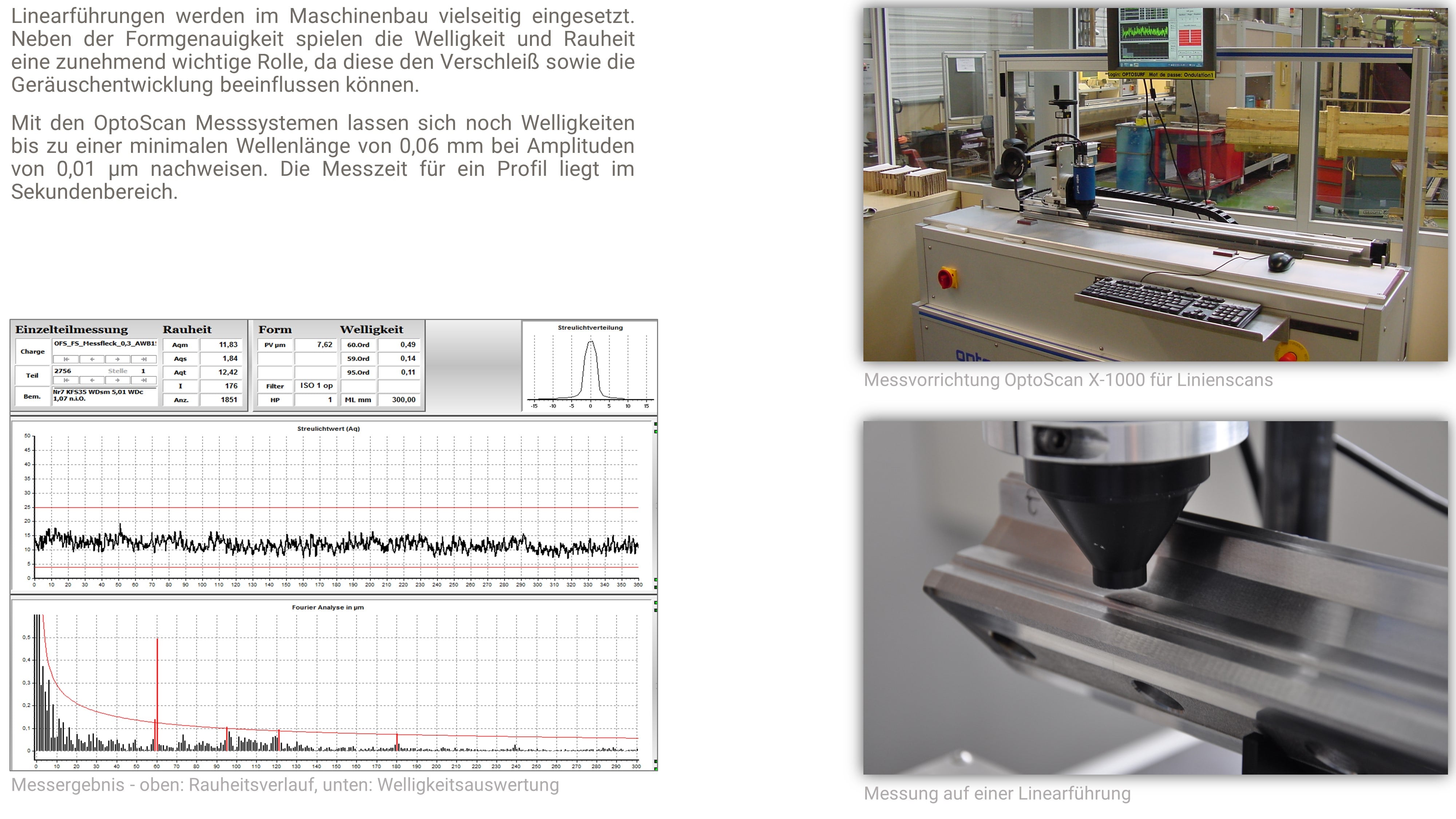
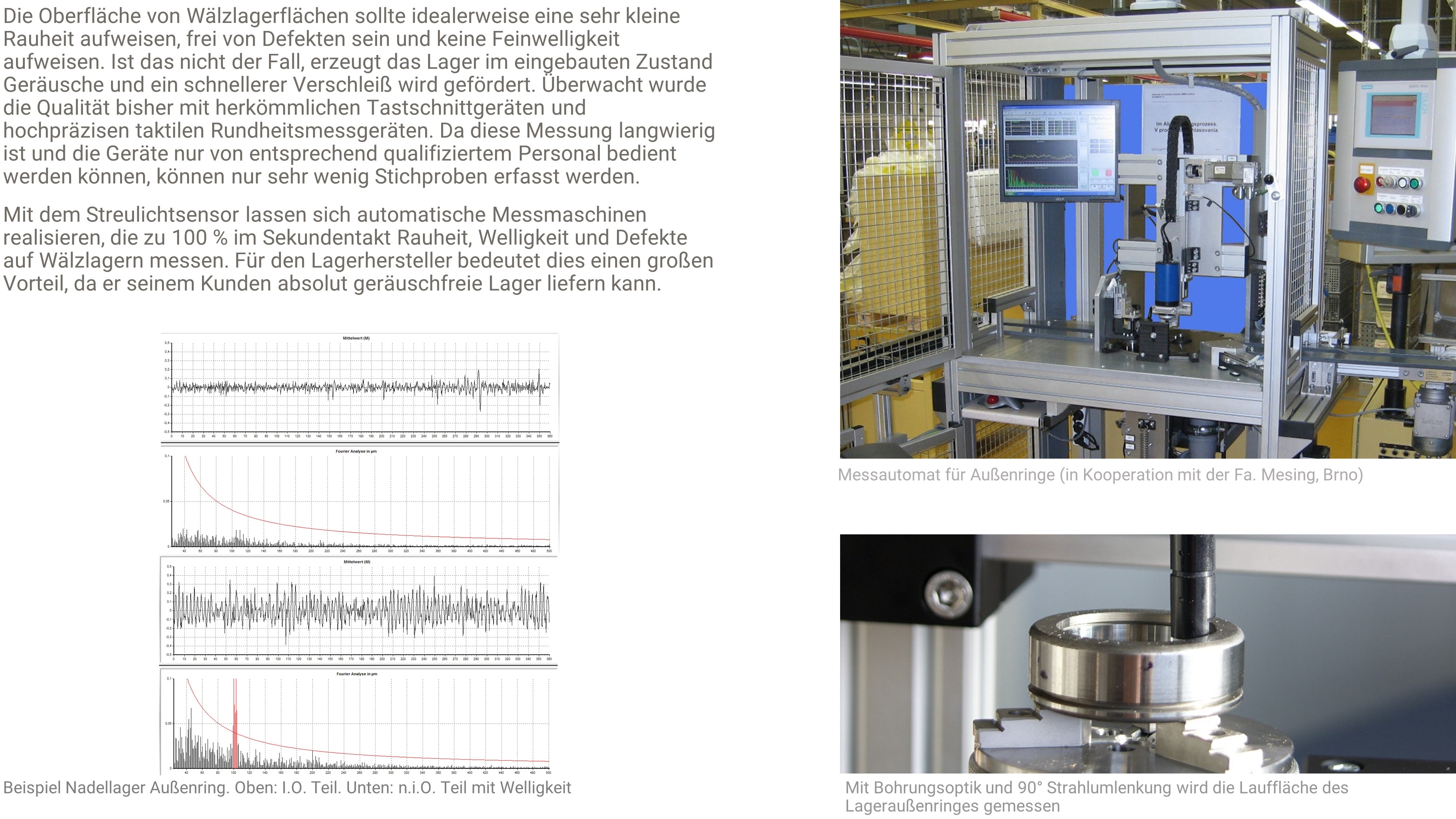
Mit Hilfe der FFT wird das gefilterte digitale Signal in seine Anteile zerlegt und die addierten Sinus- und Cosinus-Schwingungen in einer Frequenz-basierten Darstellung ausgegeben. Aus dieser Information lässt sich auf die Welligkeit rückschließen, welche bei ungünstigen Verhältnissen im System Geräusche erzeugt. Dies ist beispielsweise in Wälzlagern kritisch, wenn die Wellenlänge ein ganzzahliges Vielfaches der Anzahl von Wälzkörpern ist.
Formmessung (LSC)
Spezielle Messwerte
Aqm
Aqm ist der Mittelwert aus allen gemessenen Aq-Werten. Dieser ist für die statistische Betrachtung der Prozessrauheit gut geeignet.
Aqmax
Aqmax gibt den Maximalwert der gemessenen Aq-Werte einer Messung an.
Aqmin
Aqmin gibt den Minimalwert der gemessenen Aq-Werte einer Messung an.
Aqt
Aqt entspricht der Differenz aus Aqmax und Aqmin
Aq*
Bq
Bq
Kalibrierung
Kalibrierung des Sensors
Der Sensor muss im Normalbetrieb nicht kalibriert werden. Die Überprüfung des Streulichtsensors erfolgt mit dem Prüfnormalset CS3, mit welchem die oberen und unteren Grenzen des Systems abgebildet werden. Sollte der Sensor fehlerhafte Messwerte aufzeichnen, bitten wir Kontakt zu OptoSurf aufzunehmen.
Kalibrierung von Messmaschinen
Die Kalibrierung von OptoSurf Messmaschinen kann über Prüfnormale und Meisterteile vorgenommen werden. Hierbei werden beispielsweise Achsenpositionen, Rundlauffehler oder Sensorjustagefehler überprüft. Das Wellennormal WS 300/01 ist nach ISO/IEC 17025 (entspricht DAKKS Zertifikat) zertifizierbar. Die Sensorkalibrierung erfolgt auch bei OptoSurf Messmaschinen mit dem Prüfnormalset CS3.
Integrationsmöglichkeiten
In-Line
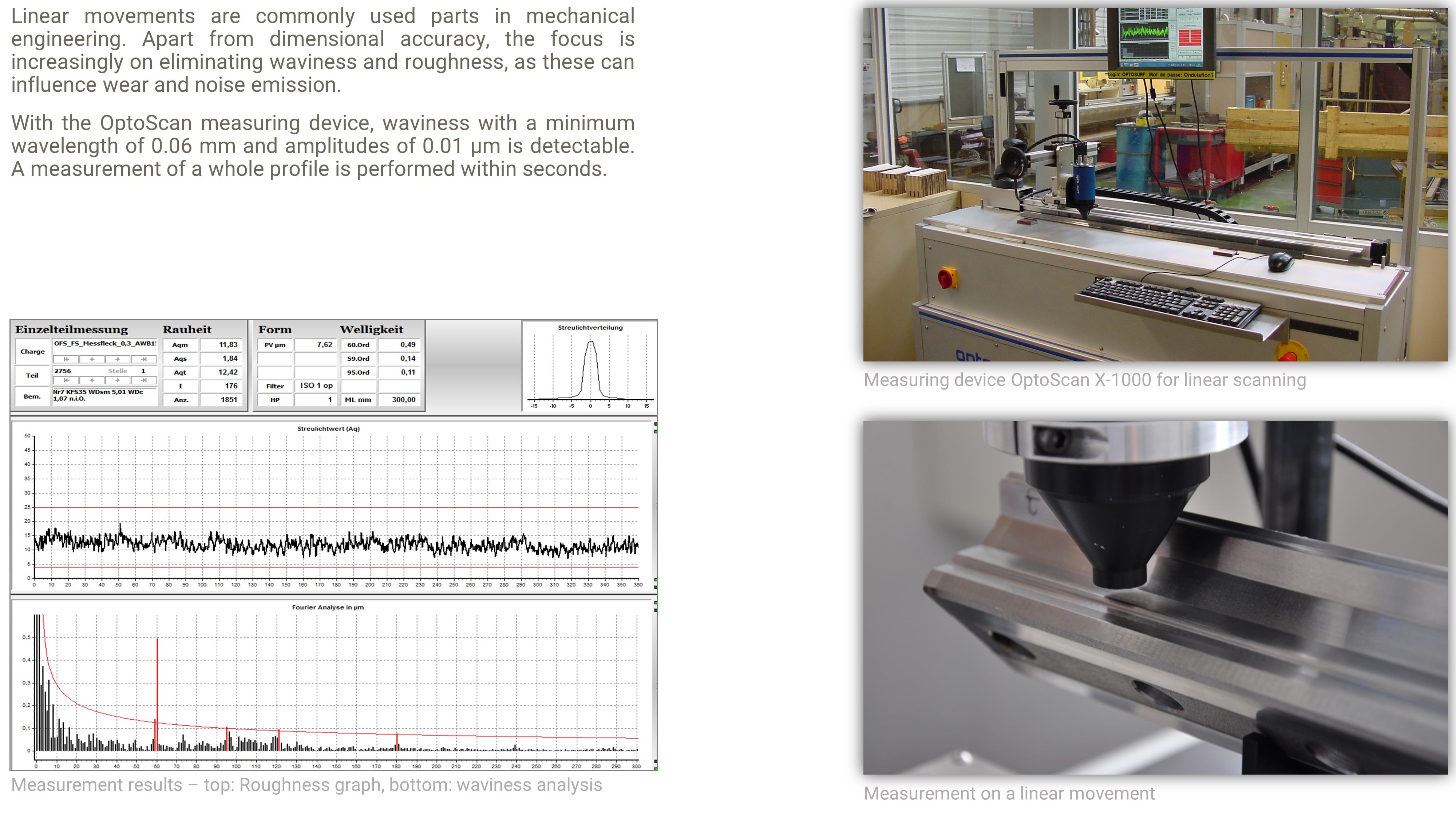
Eine hervorragende Möglichkeit zur Sensornutzung ist die In-Line Lösung. Hierbei wird ein Sensor mit Hilfe eines Sensorhalters in die Produktionsumgebung integriert. Zusätzlich können Achsen oder Portale installiert werden, über welche eine Verstellung des Sensors möglich ist.
Messmaschinen
OptoSurf bietet verschiedene Messmaschinen für unterschiedliche Applikationen. Die Übersicht über die Messlösungen erhalten Sie durch OptoSurf.
Roboterlösungen
Die Roboteranbindung erfolgt über einen, direkt am Roboter angebrachten, Sensorhalter. Die Messung kann über Triggersignale gestartet und gestoppt werden. Nach Festlegung des Messprogramms kann die Robotermessung direkt über die OptoSurf Software gestartet und gestoppt werden.
Bestehende Produktionsmessanlagen
Der Sensor kann auch in Produktionsmessanlagen eingebunden werden. Dies können beispielsweise Anlagen zur Schleifbrandprüfung oder eine Kombination aus taktiler und optischer Messtechnik sein.
Sensor
Aufbau
Der Grundaufbau des Sensors verfügt über eine Lichtquelle (LED, 670 nm), eine Fourier-Optik und ein Diodenarray. Durch die Optik wird ein kohärenter Lichtstrahl erzeugt und auf die Oberfläche geworfen. Das Licht wird durch die Mikrostruktur gespiegelt und gestreut. Da es sich um einen Leuchtpunkt handelt, wird immer eine Fläche betrachtet.
Sensordetektierung
Bei dem Streulichtsensor OS 500 wird von Längs- und Quermessung gesprochen. Die Sensordetektierung gibt darüber auskunft, in welcher Orientierungsrichtung sich das Diodenarray befindet. Hierbei muss die Bearbeitungsrichtung beachtet werden, da in Längs- und Querrichtung unterschiedlich hohe Messwerte ermittelt werden.
Anschlüsse
Der Sensor verfügt über zwei Anschlüsse:
- Einen vieradrigen LEMO-Anschluss für die USB-Verbindung (inkl. Stromversorgung über USB)
- Einen zweiadrigen LEMO-Triggeranschluss für die Nutzung eines Triggersignals (5-24 V)
Sensorjustierung
Nach einer Dunkelstrommessung wird der Sensor hauptsächlich über die beiden Werte I und M justiert. Der Messabstand zur Messkappe (Standard) beträgt 5 mm (Toleranz ca. 1 mm bei ebenen Teilen). Der Intensitätswert ist der Indikator, ob der Sensor senkrecht zur Oberfläche ausgerichtet ist. Dies ist gegeben, wenn der Intensitätskennwert sein Maximum erreicht.
Der M-Wert sollte nahezu bei Null liegen, sodass gewährleistet ist, dass der Messstrahl Senkrecht zur Oberfläche einfällt.
Messfleckgrößen
Zur Bestimmung des korrekten Messfleckdurchmessers muss die Applikation in Betracht gezogen werden.
Rauheitsmessung – 0,9 mm
Der Standardsensor OS 500 wird mit einem 0,9 mm Messfleck ausgeliefert. Dieser ist für die Rauheitsmessung ideal geeignet und wird in den meisten Applikationen eingesetzt. Die
0,3 mm
Feinwelligkeit
0,03 mm
Um die Feinwelligkeit zu berechen, muss ein kleiner Messfleck eingesetzt werden.
Spezielle Messfleckgröße z. B. für Bleche / Lackflächen
7 mm
Produktionsprozesse
Schleifen
Das Schleifen zählt zu den spanenden Fertigungsverfahren mit geometrisch unbestimmter Schneide. Das Korn auf der Schleifscheibe ist gebunden.
Spitzenloses Durchgangsschleifen
Beschreibung
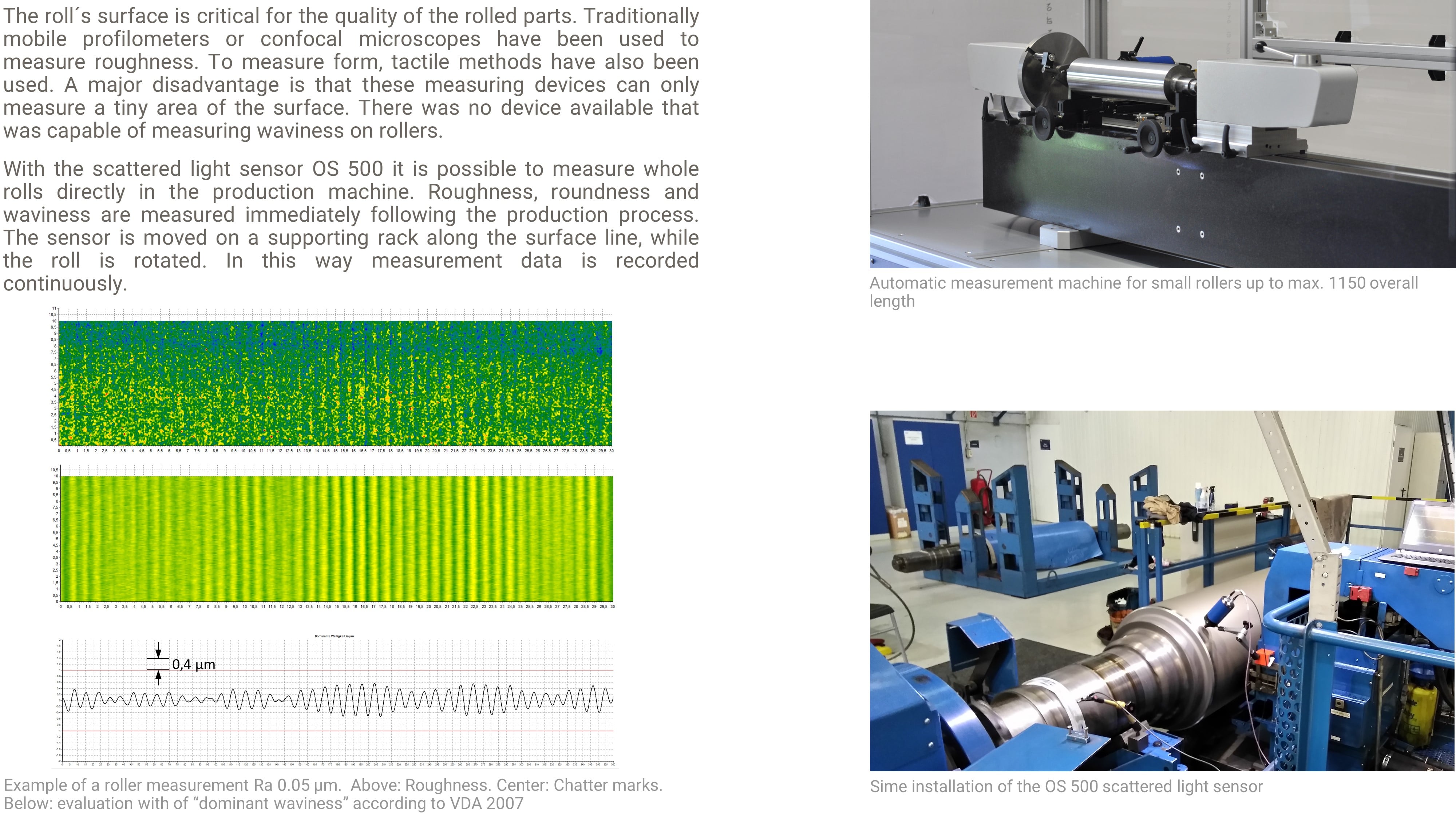
In der Serienfertigung wird das spitzenlose Schleifen häufig aufgrund der hohen Produktivität zur Fertigung rotationssymmetrischer Bauteile eingesetzt. Der Aufbau setzt sich im Wesentlichen aus einer Auflageschiene, einer Regelscheibe und einer Schleifscheibe zusammen. Rundheitsfehler werden durch diese Konfiguration bereits bei der Zustellung im ersten Kontakt mit der Schleifscheibe generiert. Diese Formabweichungen sind systembedingt immer ein Polygon ungerader Ordnung. Durch Anpassung von Schleifspaltanordnung, Drehzahl oder Zustellkraft werden die Formabweichungen minimiert, allerdings niemals eliminiert. Die Überlagerung der harmonischen Schwingungen (Welligkeiten) lassen sich über eine FFT (Fast Fourier Transformation) auswerten.
Gleichzeitig wird mit der Schleifanlage eine funktionsorientierte Oberflächenbearbeitung der Bauteile angestrebt. Die hierzu optimierte Rauheit soll innerhalb der Ausfunkzone minimiert werden.
Messbarkeit
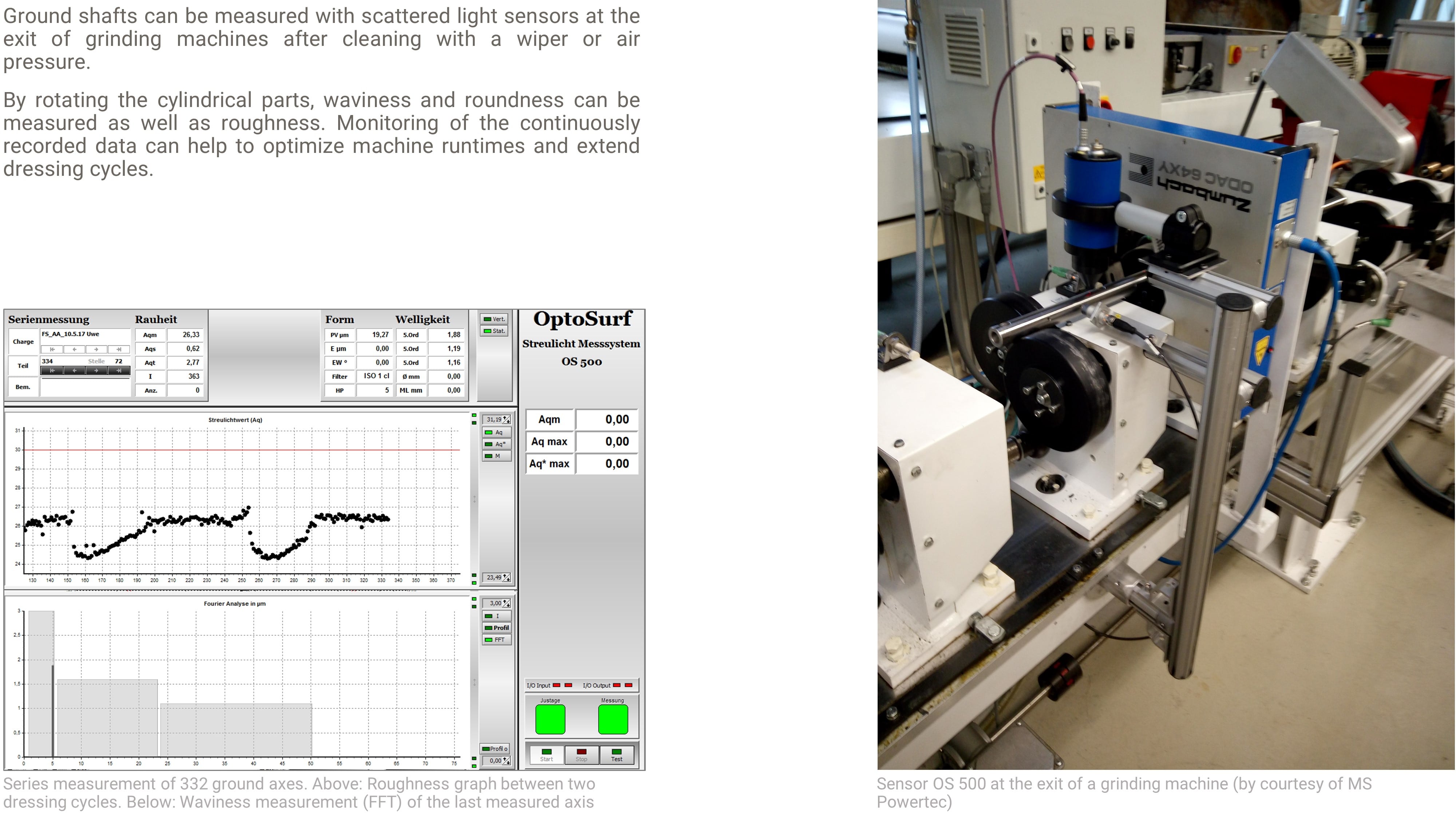
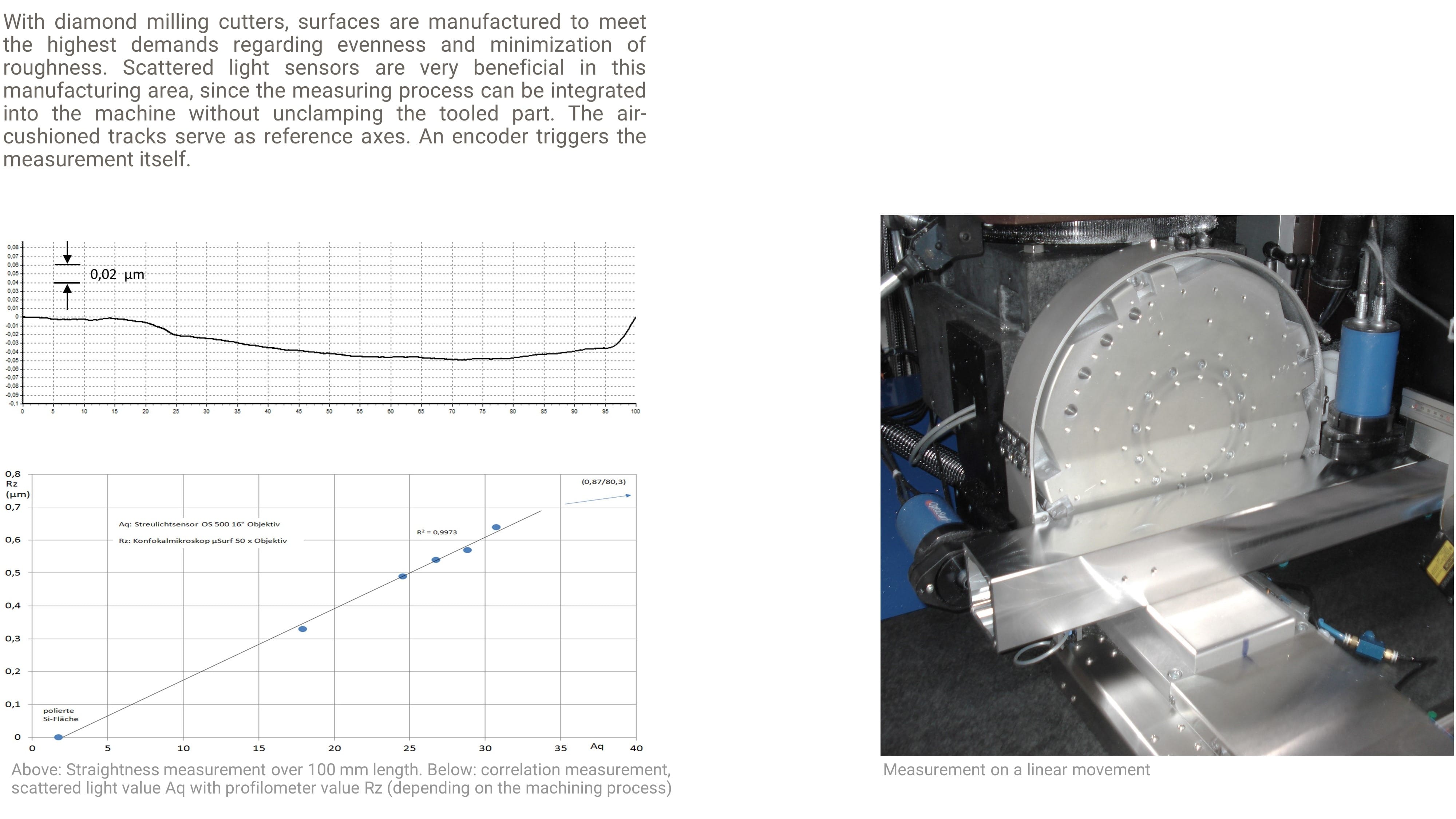
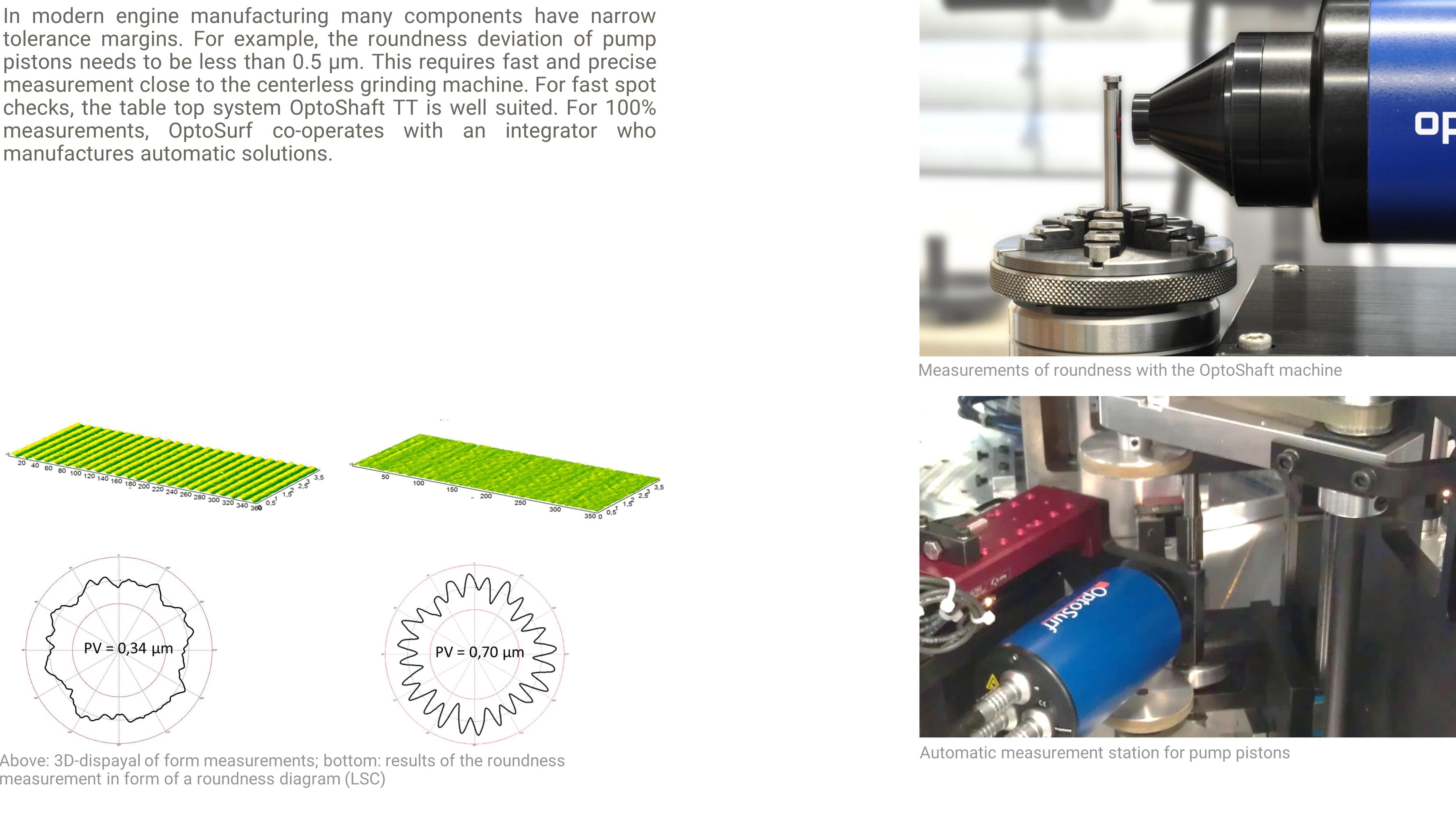
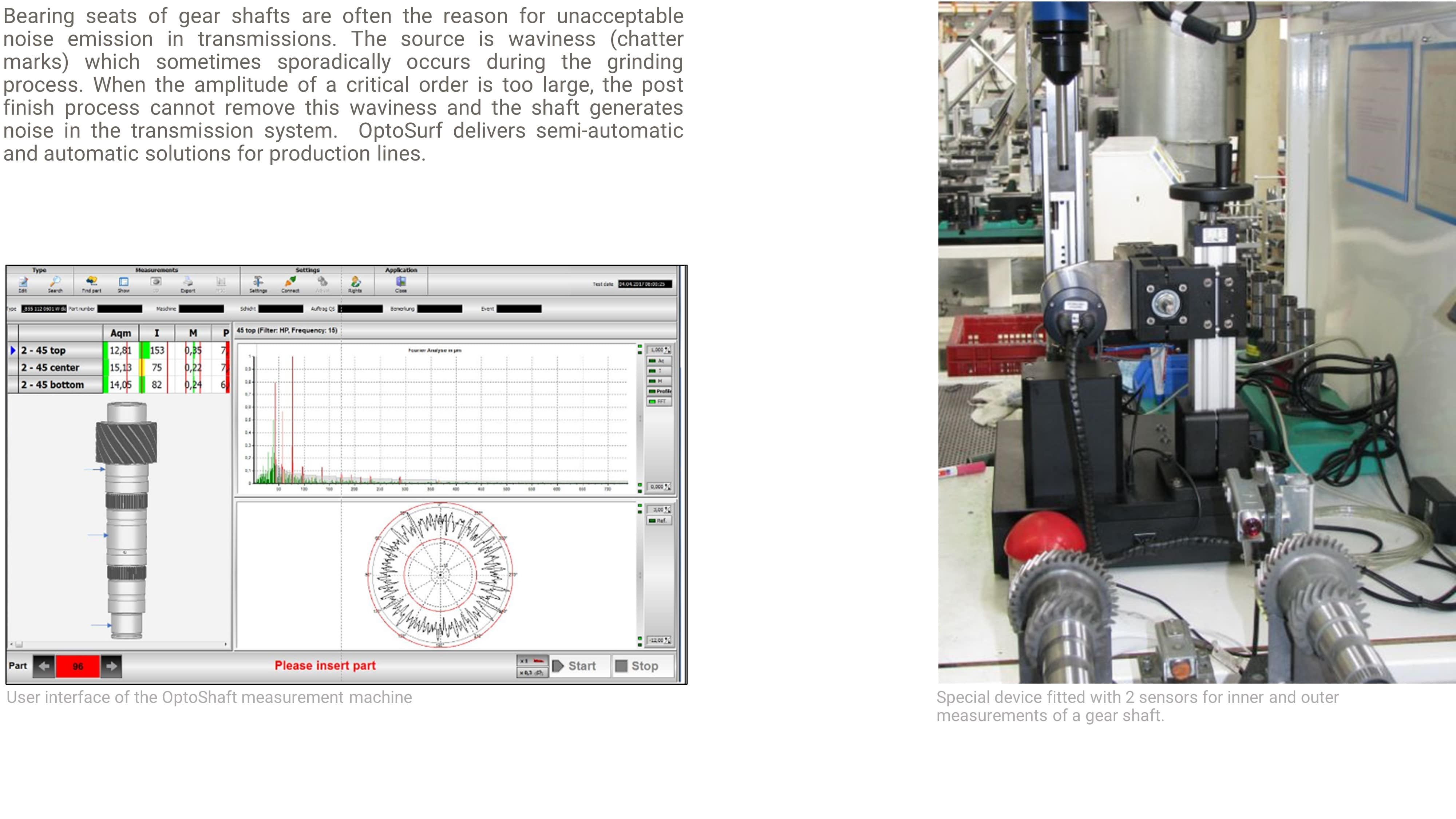
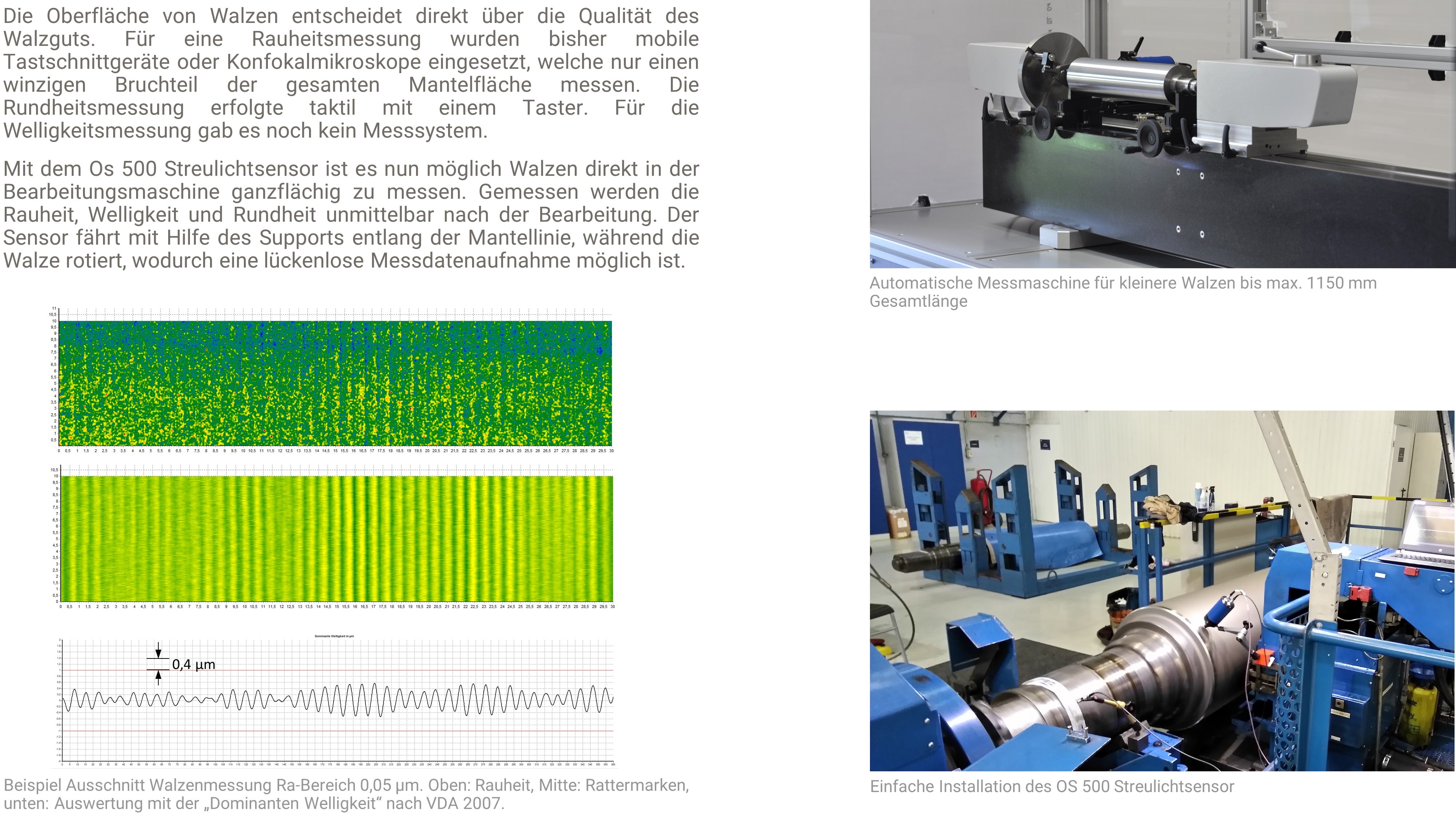
Die Messbarkeit der rotationssymmetrischen Bauteile mit Streulicht hängt stark von dem Werkstückdurchmesser und der Präzision der Führung ab. Sind diese Voraussetzungen gegeben, kann der Sensor am Schleifmaschinenausgang installiert werden. Die Rundheitsmessung, die Welligkeitsauswertung und die Betrachtung von Aq / Aqm helfen dabei, den Prozess zu bewerten und die Prozessparameter datenbasiert anzupassen.
Gleitschleifen
Polieren
Das Polieren stellt kein definiertes Bearbeitungsverfahren nach DIN 8589 (Spanende Bearbeitungsverfahren) dar. Im allgemeinen Sprachgebrauch wird eine Endbearbeitung zur Reduktion von Rauheitsspitzen und zur Erhöhung des Glanzgrades verstanden.
Chemisch-mechanisches Polieren (CMP)
Als besonderes Verfahren der Halbleiterindustrie wird CMP angewandt. Hierbei wird der zu polierende Wafer auf einen Träger aufgenommen und ein Polierteller auf die Waferoberfläche gelegt. Der Waferträger (inkl. Wafer) und das Poliertuch werden in die gleiche Richtung rotiert. Zur Optimierung des Ergebnisses kann auch eine gleichzeitige Oszillation des Waferträgers herangezogen werden. Die entstehenden Oberflächen sind sehr glatt und homogen.
Der zu polierende Wafer wird von dem Waferträger (Carrier) aufgenommen und mit einem definierten Druck auf den Polierteller mit dem Poliertuch gepresst. Währenddessen beginnen sich Waferträger und Poliertuch in dieselbe Richtung zu drehen (es ist auch eine ungleichsinnige Drehrichtung möglich). Hier gibt es verschiedenste Möglichkeiten, die Geschwindigkeiten zu variieren oder den Waferträger in eine oszillierende Bewegung zu versetzen, um so den Abtrag und dessen Gleichmäßigkeit zu optimieren.
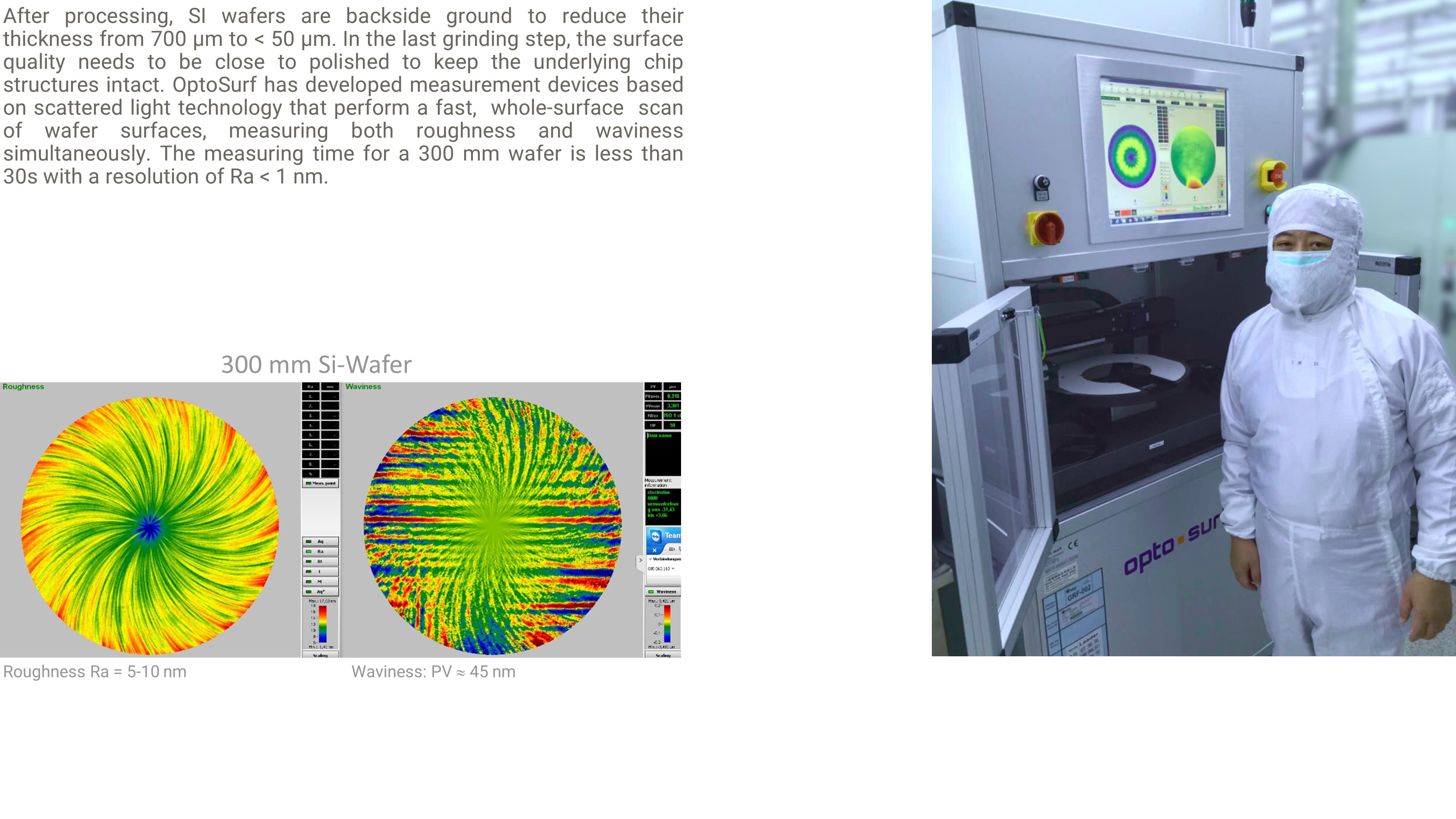
Die Messbarkeit mit Streulichtsensoren von CMP-Oberflächen ist sehr gut, da diese sich in Ra-Bereichen von wenigen Nanometern bewegen. Die typische Schleifstrukturen lassen sich mit Streulicht visualisieren. Sowohl die Form-, als auch die Rauheitsmessung sind sehr gut durchführbar.
Elektrolytisches Polieren
Mit diesem Politurverfahren werden hochglänzende Oberflächen mit geringer Rauheit erzeugt. In manchen Fällen wird aus diesem Grund von elektrochemischem Glätten gesprochen. Elektrolytisches Polieren erfordert ein aufwändiges mechanisches Schleifen und Polieren vorab.
“Der Abtrag erfolgt auf dem kompletten Bauteil, reduziert die Rauheit und beseitigt gleichzeitig Mikrorisse sowie lokale Spannungen. Da bevorzugt die hervorstechenden Spitzen und Grate der Oberflächenstruktur eingeebnet bzw. Ecken und Kanten stärker abgetragen werden, lässt sich durch das Verfahren die Oberflächenrauheit insgesamt verringern (Feinst-Entgratung). Die Oberfläche wird glatt und glänzend. Das Elektropolieren wirkt im Mikrobereich, die Struktur und Form im Makrobereich hingegen bleiben erhalten. Das elektrolytische Polieren belastet das Werkstück weder mechanisch noch thermisch. Das Verfahren eignet sich für nichtrostende Stähle mit geringen Anteilen an nichtmetallischen Einschlüssen sowie Stähle, Messing, Aluminium oder Kupfer.” https://holzapfel-group.com/ihr-mehrwert/kompetenzzentrum/glossar-der-galvanotechnik/e/elektrolytisches-polieren.html
Finishen
Siehe Finishen
Glattwalzen und Rollieren
Prinzip und Ziele des Glattwalzens
Die Glättwalzen erzeugen im Gebiet der Erhebungen Druckeigenspannungen, die den Werkstoff in Richtung auf die Vertiefungen fließen lassen und deren Grund dabei anheben. Die Endrauheit entsteht ausschließlich durch plastische Umformung der Ausgangsrauheit. Häufige Annahmen, beim Glattwalzen könnten die durch Vorbearbeitung entstandenen Rauhigkeitsspitzen umgebogen und übereinandergelegt werden, entsprechen nicht den Tatsachen. Durch diese Eigenschaft ergibt sich eine optimale Oberfläche, d.h. geringste Rauhigkeit, Steigerung der Verschleißfestigkeit, max. Erhöhung des Materialanteils und Verfestigung der Oberflächenmikrostruktur um 30 %. Dies bei sehr kurzer Prozeßzeit und langer Standzeit. Alle Feinbearbeitungsverfahren, soweit überhaupt vergleichbar, bedürfen eines höheren Zeitaufwands, um geringere Rautiefen zu erzeugen. Trotzdem bleiben stets kleinste aggressive Rauheitsspitzen bestehen, die jedoch beimGlattwalzverfahren verrundet sind.
Messbarkeit mit Streulicht
Die Messbarkeit glattgewalzter Oberflächen ist mit Streulicht hervorragend. Die Rauheit bewegt sich für gewöhnlich im Bereich Ra < 0,1 µm.
 |
Das Glattwalzen ist ein Umformverfahren zur Erzeugung von hochwertigen, glatten Oberflächen oder von Oberflächen mit einer definierten Oberflächenstruktur. Die Randschicht eines Werkstücks wird mit Hilfe einer oder mehrerer Rollen bzw. Kugeln plastifiziert und umgeformt. Das Verfahren wird angewendet, wenn bei einem metallischen Bauteil eine hohe Oberflächengüte gefordert oder die gewünschte Oberflächengüte durch Zerspanung nicht prozesssicher erreichbar ist. Beschrieben wird das Verfahren unter anderem in der VDI Richtlinie 2032, in der auch die Unterschiede zum Rollieren deutlich gemacht werden.
Beim Glattwalzen entsteht an der Kontaktstelle zwischen dem Glattwalzwerkzeug und der Werkstückoberfläche eine Druckspannung, die beim Überschreiten der Werkstoffstreckgrenze eine plastische Verformung hervorruft. Die Rauheitsspitzen werden annähernd senkrecht zur Oberfläche niedergedrückt und der Materialfluss hebt die Rauheitstäler entsprechend von unten her an (Bild 1). Die Glättung erfolgt somit durch das Fließen der gesamten oberflächennahen Werkstoffschicht und nicht entsprechend einer weit verbreiteten falschen Annahme durch „Umbiegen“ oder „Umbördeln“ der Spitzen des Rautiefengebirges.
Alle Verfahren zur Herstellung hochwertiger Bauteiloberflächen können durch Glattwalzen ersetzt werden (z.B. Feindrehen, Schleifen, Reiben, Honen, Schwingschleifen, Läppschleifen, Polieren, Schaben). Es ist ein jahrzehntelang bewährtes Verfahren, das im Rautiefenbereich Rz < 10 μm große technische und wirtschaftliche Vorteile bietet.
-
Die durch Glattwalzen erzeugten Oberflächen zeichnen sich durch eine einzigartige Oberflächenstruktur mit folgenden Eigenschaften aus:
- Geringe Rauheit (Rz < 1 μm / Ra < 0,1μm) oder definierte Rauheit.
- Abgerundetes Oberflächenprofil.
- Hoher Profiltraganteil.
- Geringere Reibung.
- Erhöhte Verschleißfestigkeit.
- Zunahme der Randschichthärte durch Kaltverfestigung.
Das Verfahren bietet folgende Vorteile:
- Kurze Hauptzeit.
- Einsatz auf allen konventionellen oder CNC-Maschinen.
- Fertigbearbeitung in einer Aufspannung.
- Kein Werkstoffabtrag.
- Einfach reproduzierbar.
- Geringer Schmierstoffbedarf.
- Geringe Geräuschemission.
- Lange Werkzeugstandzeiten.
- Keine Maßveränderung durch Werkzeugverschleiß.”
https://www.kromer-gmbh.de/anfahrt/38-produkte/rollieren-und-glattwalzen/45-rollieren-und-glattwalzen-technik
“Glattwalzen ist ein in der Oberflächenveredlung anwendbares Verfahren, mit dem an metallischen Werkstücken ohne Zerspanung glatte und verfestigte Oberflächen mit hohem Traganteil und guten Laufeigenschaften erzeugt werden.”
Glattwalze ist ein sehr altes und bewährtes Feinbearbeitungsverfahren, dass zu optimalen Oberflächeneigenschaften, d. h. geringste Rauhigkeit, maximale Erhöhung der Materialtraganteiles und Verfestigung der Oberflächenmikrostruktur, führt.
Honen
Inhalt des Toggles hier rein
Läppen
Das Läppen kann als Alternative zum Polieren auf ebenen Objekten eingesetzt werden. Hierbei wird die Läppscheibe auf der Oberfläche rotiert. In Zusammenspiel mit dem in der Polierpaste lose vorliegenden Korn findet der Materialabtrag statt.
Geläppte Oberflächen sind mit
Superfinischen
Superfinishen
Wie das Schleifen ist das Finishen ein spanendes Verfahren. Allerdings sind Korngröße und Umdrehungsgeschwindigkeit wesentlich reduziert. Es wird zumeist als letzter Prozessschritt angewendet und soll die durch das Schleifen vorhandene Rauheit reduzieren. Damit ist es ein wesentlicher qualitätsbestimmender Prozess.
Oberflächengüte
Durch Finishen wird die Oberfläche hinsichtlich funktionaler Ansprüche an Betriebssicherheit, Lebensdauer, Wirkungsgrad, Laufruhe und visuellem Eindruck optimiert. Auch ein hoher Traganteil wird durch finishprozess lanciert.
Formeigenschaften
Über den Finishprozess sollen die Formeigenschaften verbessert werden. Hierbei spielen Rundheitsabweichung als auch Welligkeiten eine wichtige Rolle für die Funktionseigenschaften der Komponente.
Verbesserung der Lagerschmierung
Durch die kreuzförmige Anordnung der Bearbeitungsriefen bei der SUPERFINISH-Bearbeitung wird eine günstige Verteilung des Schmierfilms erreicht. Durch eine zweistufige Bearbeitung werden darüber hinaus Plateaus mit feiner, tragender Oberfläche und kreuzförmige Riefen als Schmierstofftaschen gebildet.
Messbarkeit mit Streulicht
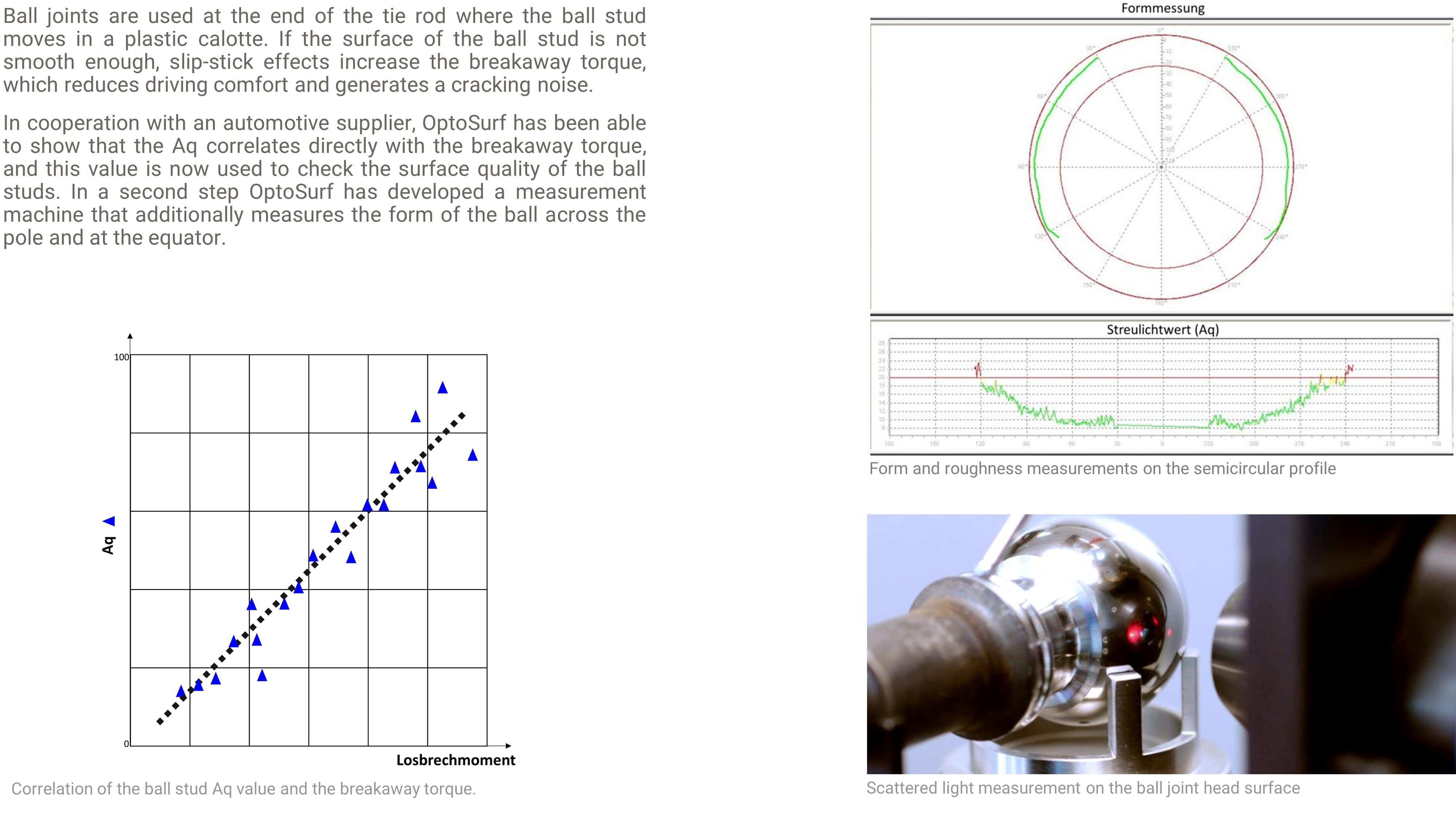
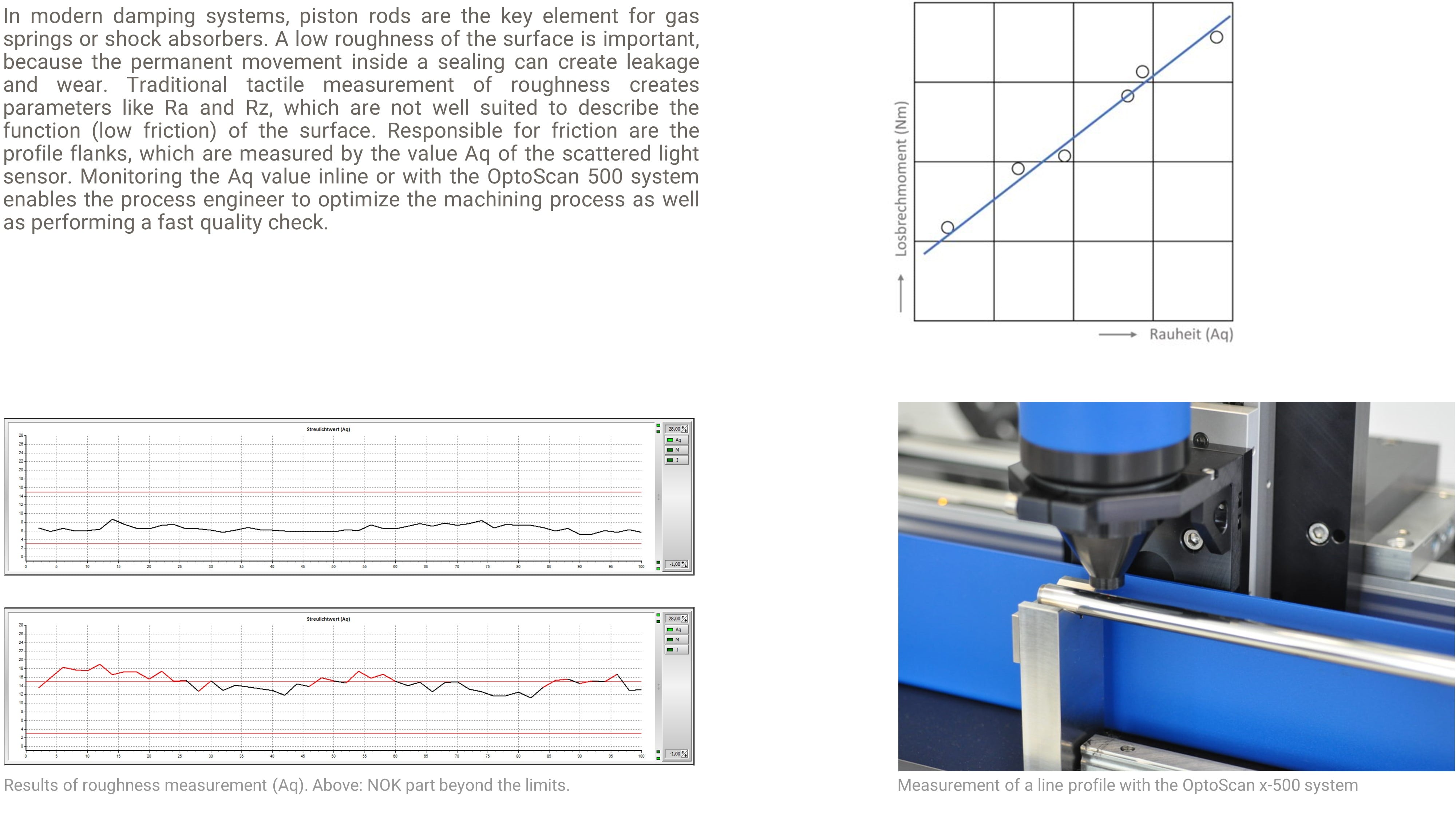
Aufgrund der Feinbearbeitung eignet sich Streulicht ideal für gefinishte Oberflächen. Die Verbesserung der Oberflächenqualität ist direkt und prozesssicher erkennbar. Da der Aq-Wert auf Mikrostrukturwinkel reagiert, ist es möglich, Rückschlüsse auf die Reibeigenschaften der hochbeanspruchten Bauteile zu schließen. Die Formmessung ist vergleichbar mit taktilen Rundheitsmessgeräten.
Zu erkennen: Die Rauheit ändert sich nach dem Finishen signifikant. Auch zu erkennen ist, dass eine höhere Homogenität der Oberfläche vorliegt. 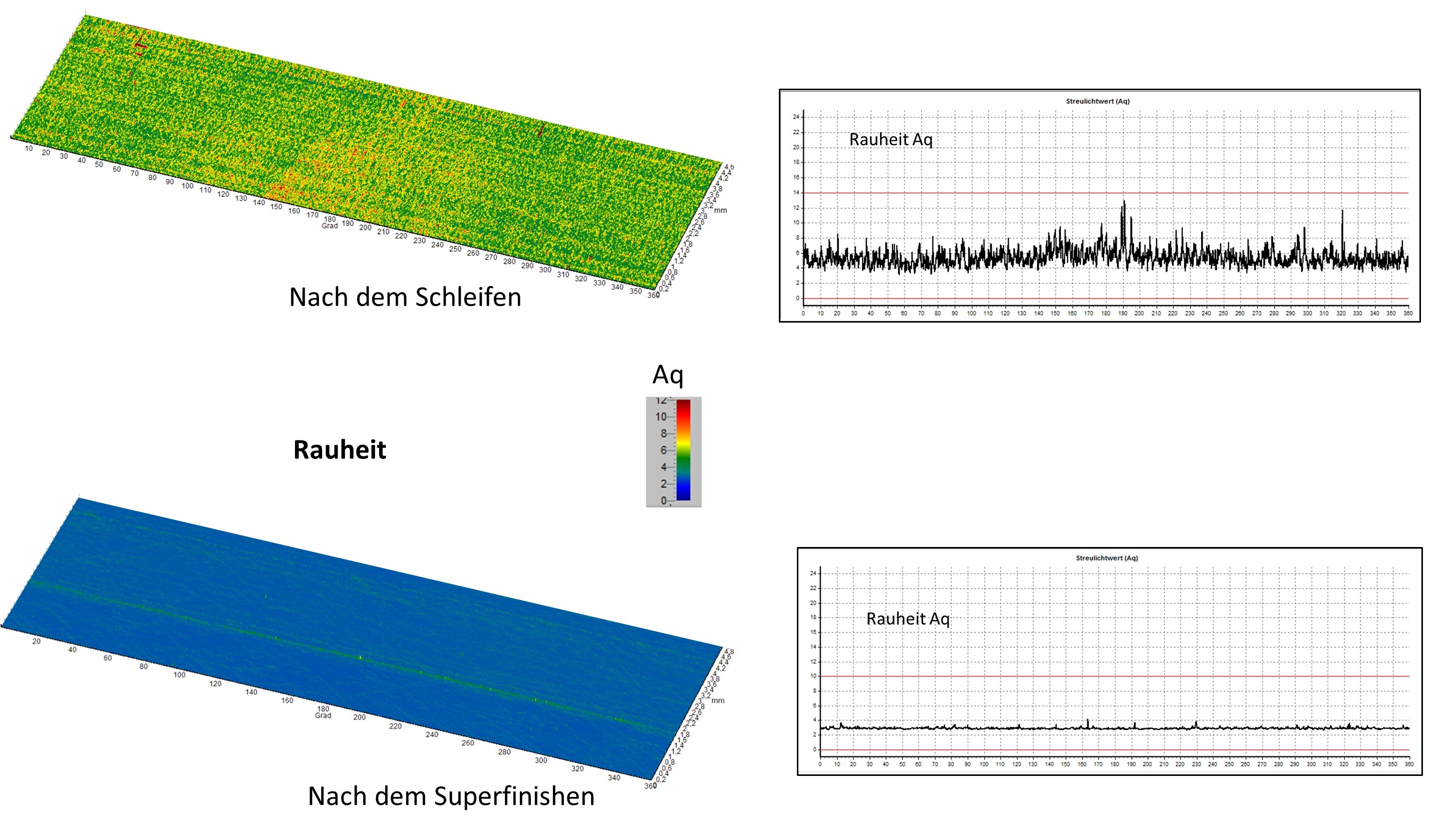
Die durch die Schleifscheibe übertragene Welligkeit und Formabweichung (Rundheit) wird durch den Finishprozess deutlich reduziert. 
Strahlen
Inhalt des Toggles hier rein
Oberflächen
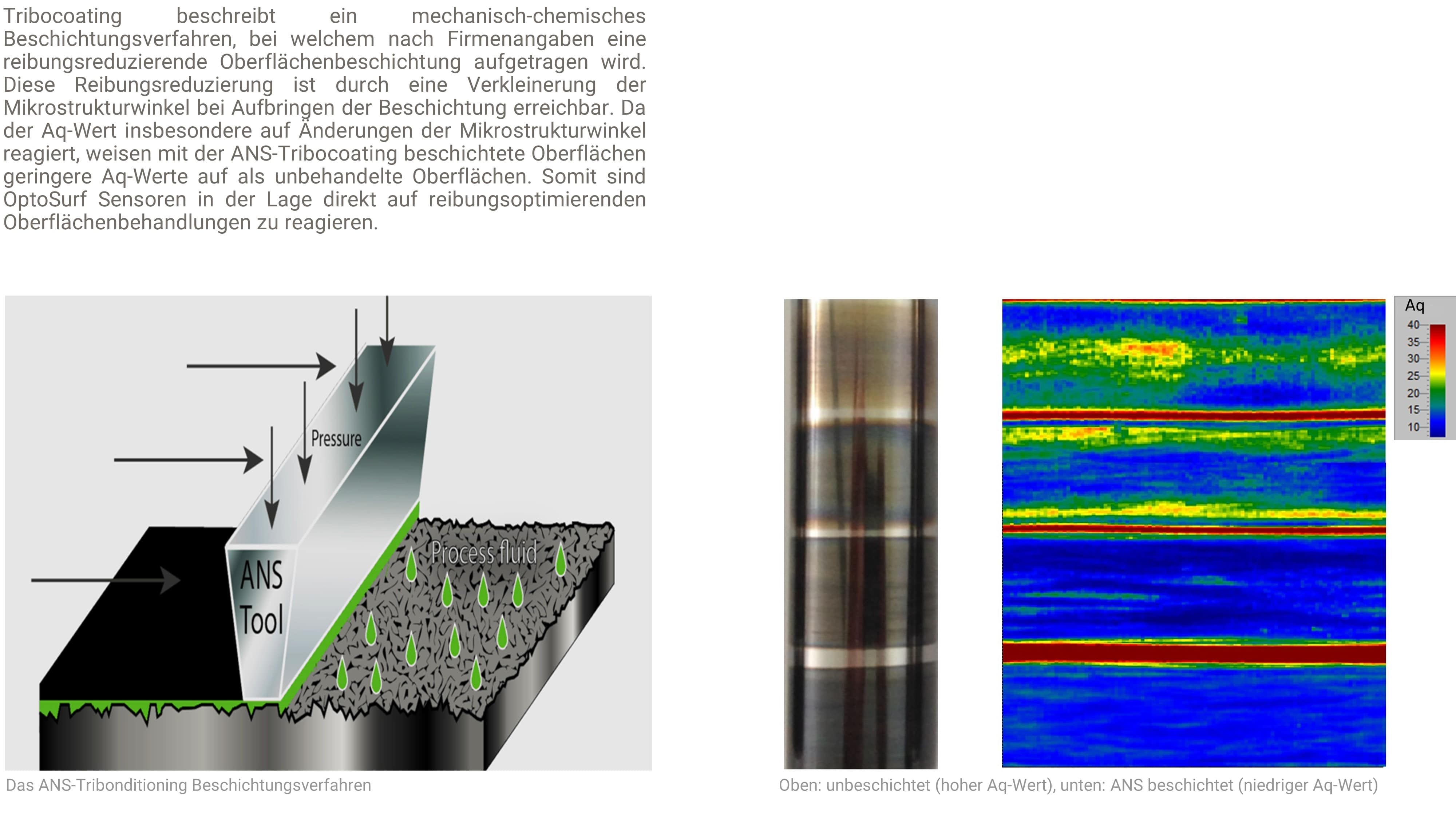
Reibungsoptimierte Beschichtungen
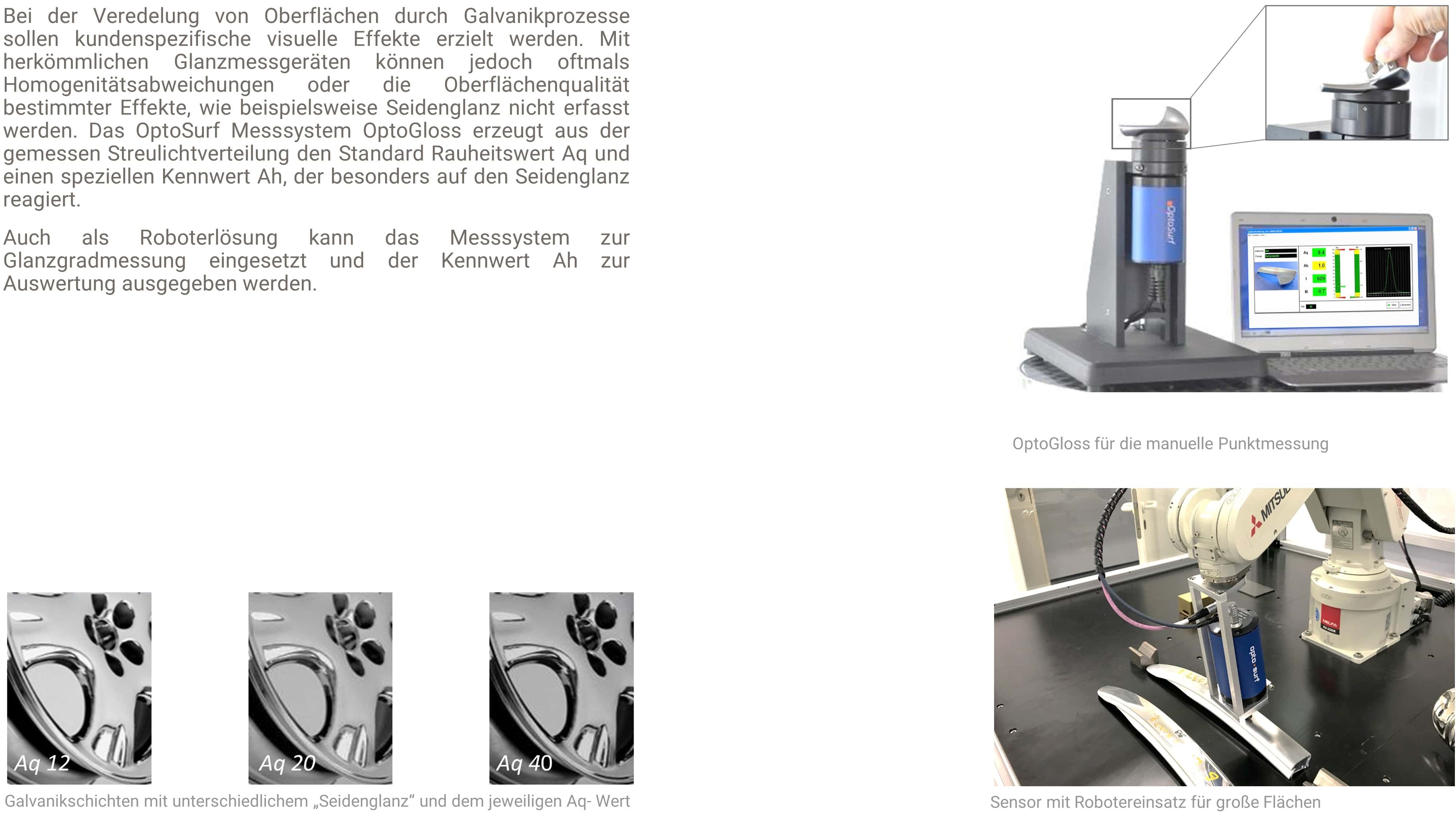
Visuelle Effekte
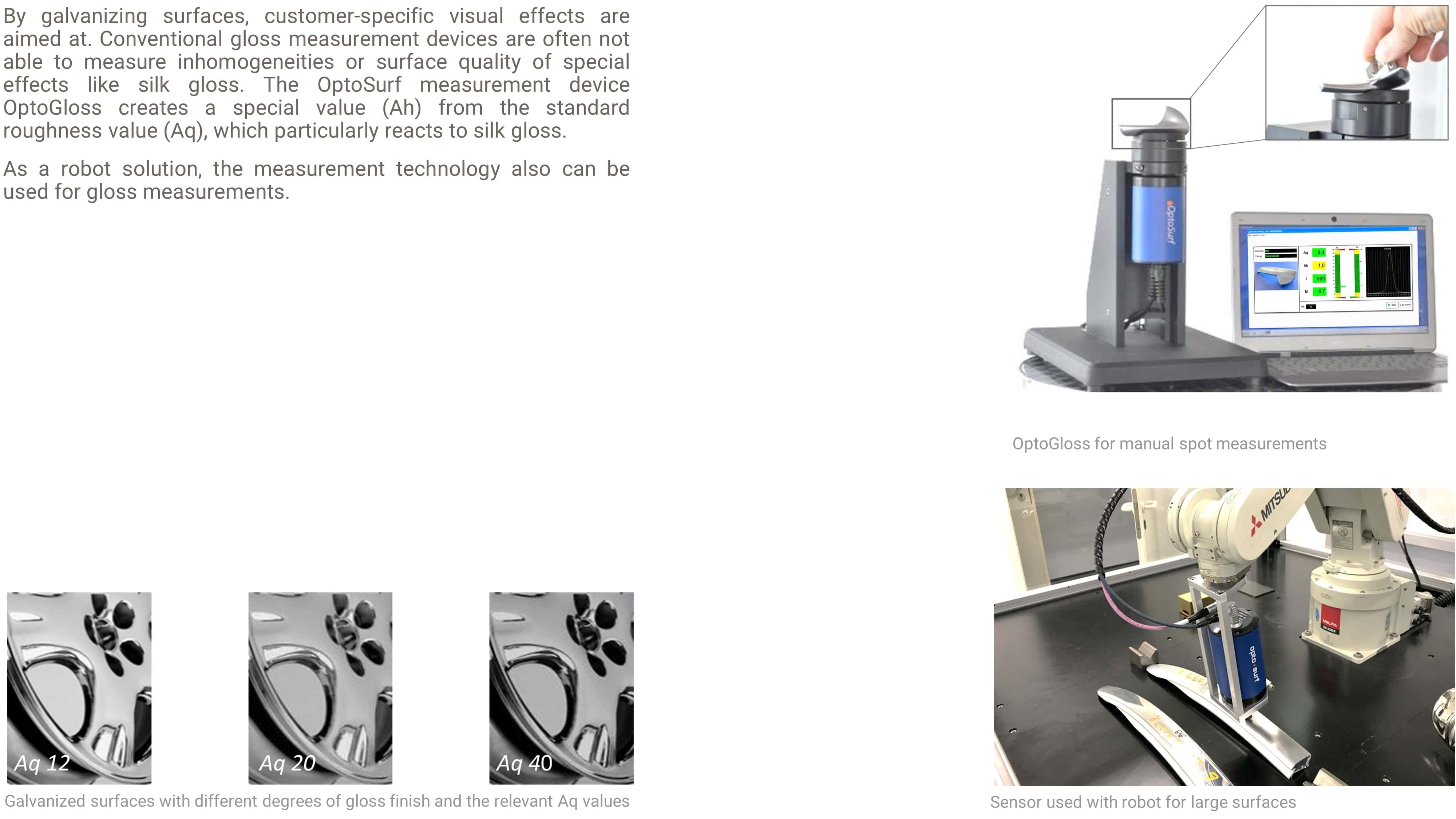
Galvanisierte Oberflächen
Chromschichten
Lackierte Oberflächen
Messtechnik
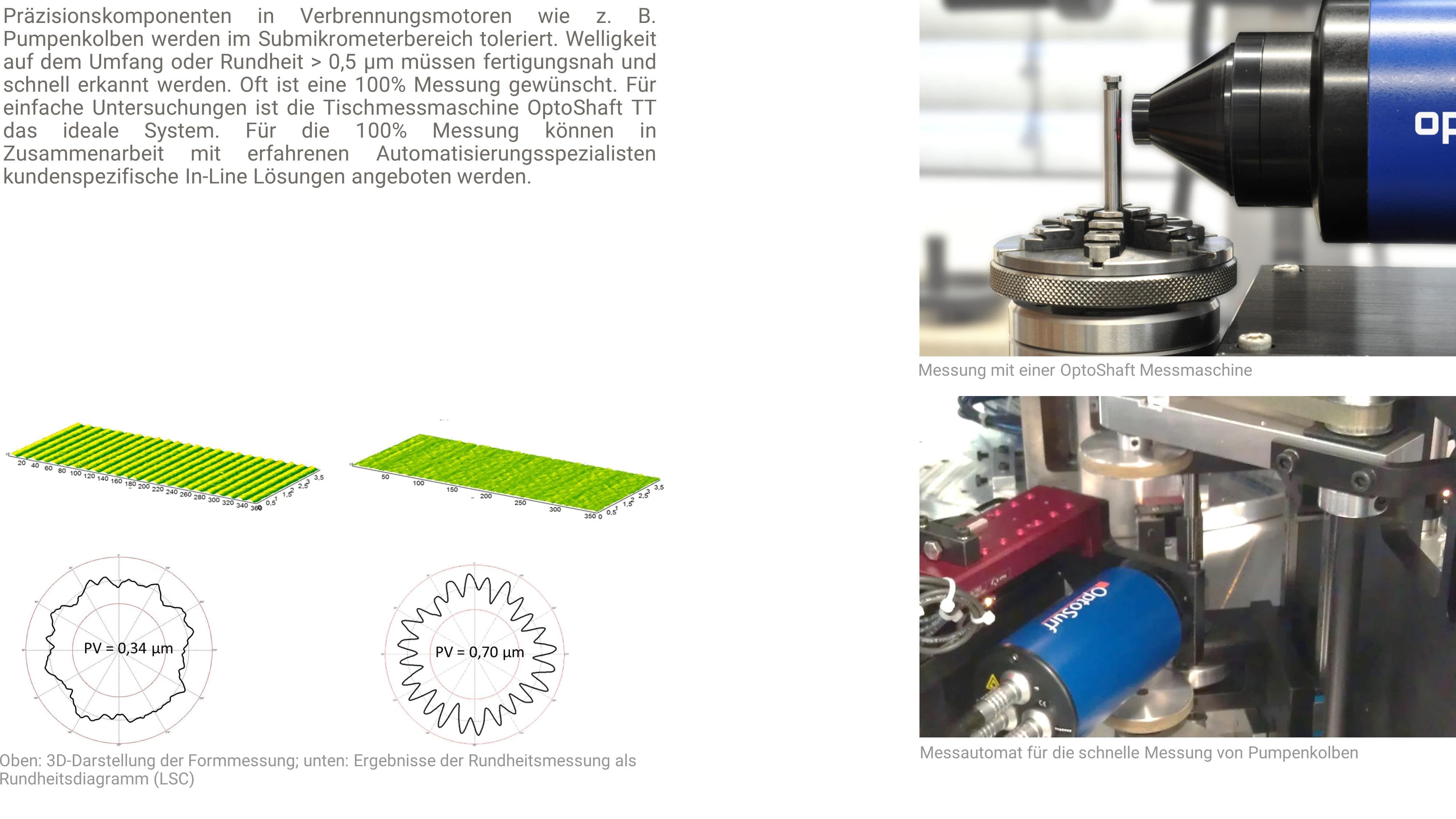
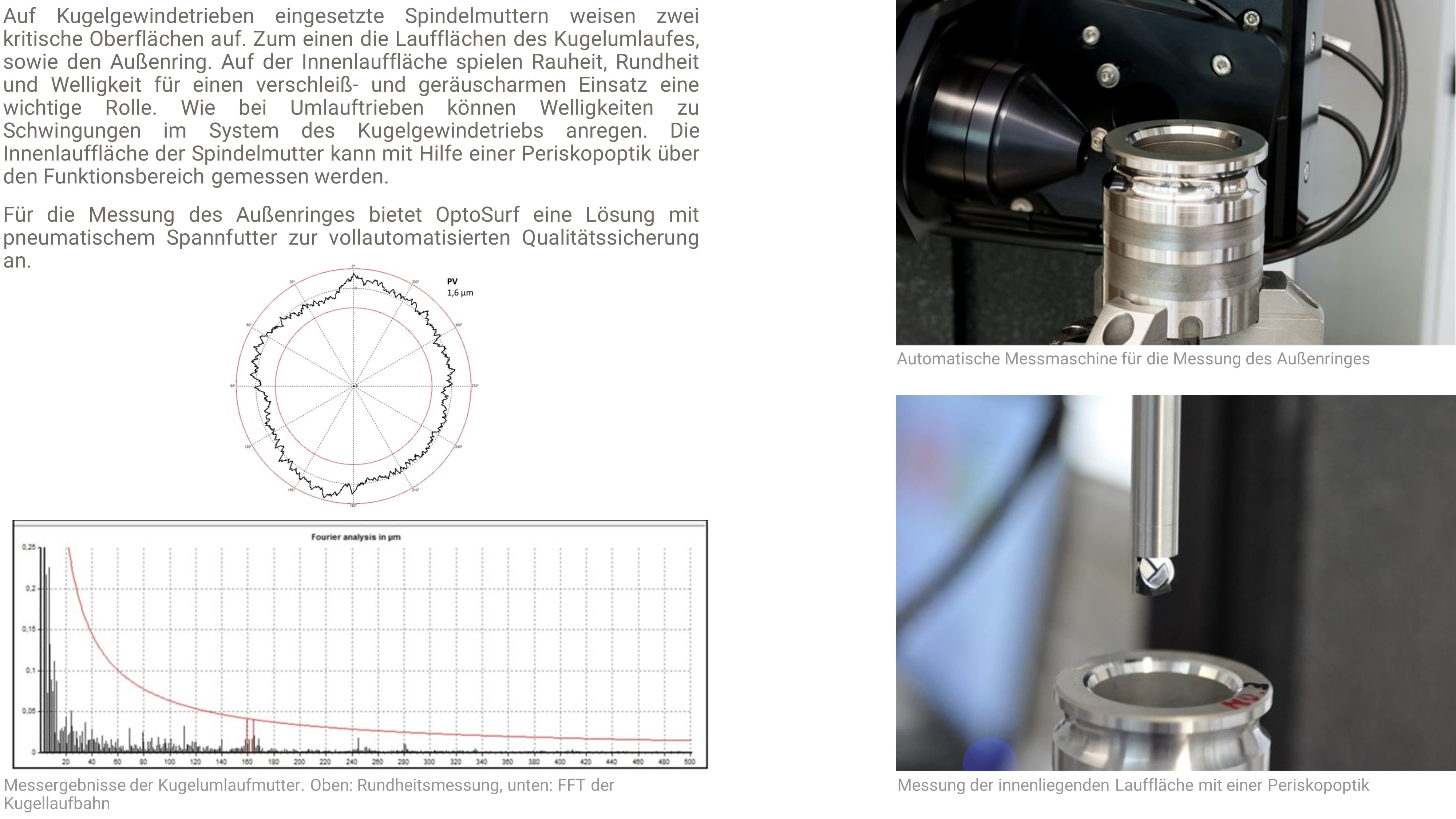
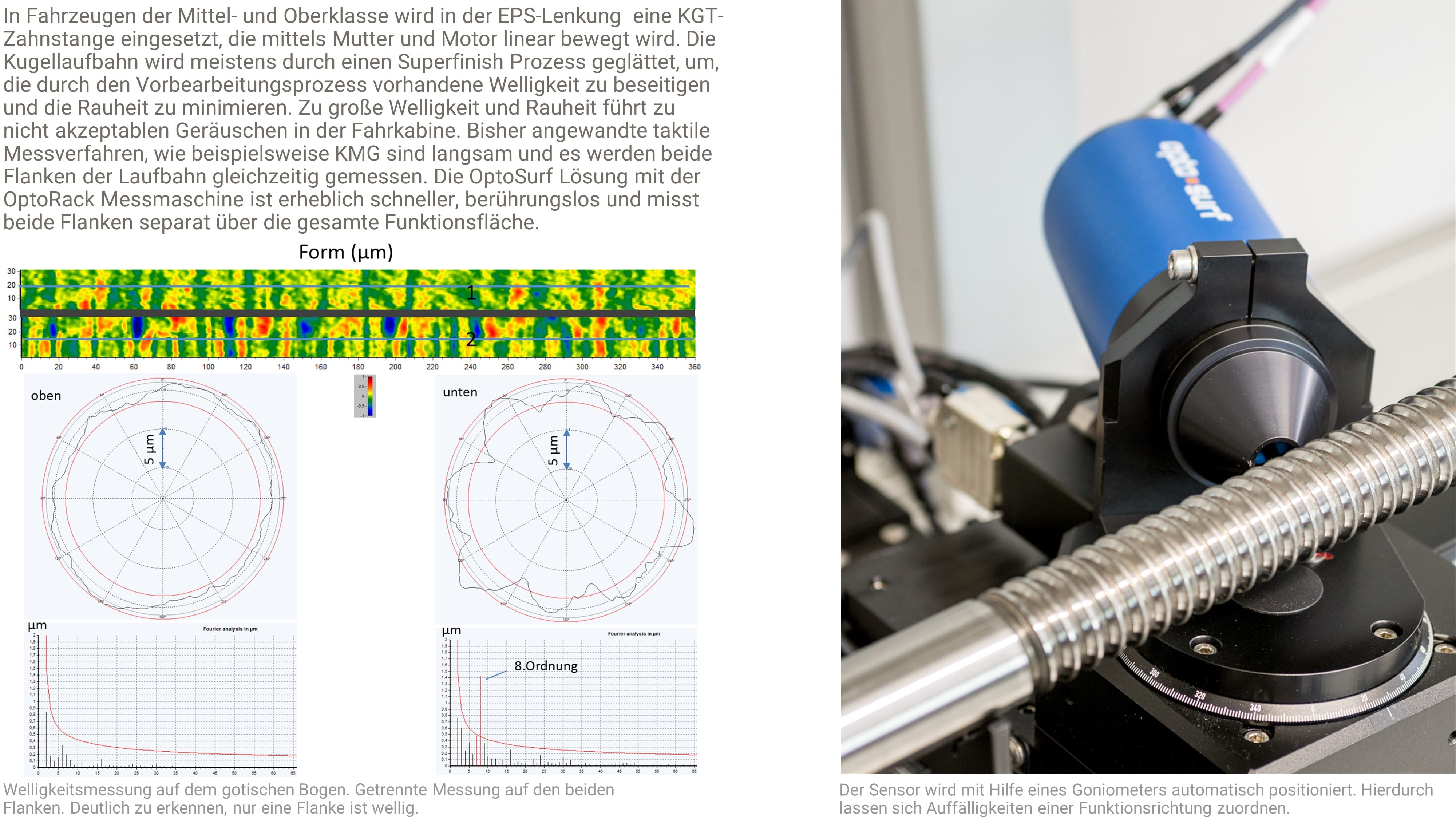
Formmessung
Induktive Formmessung
Taktile Formmessung
Berührungslose Formmessung
Mikroskopie
Konfokal
REM
Oberflächenmesstechnik taktil
Geschichte der Oberflächenmesstechnik
Die taktile Messtechnik wurde bereits in den 1930er Jahren entwickelt.
https://guide.digitalsurf.com/de/leitfaden-filtertechniken.html
Rauheitsmesstechnik optisch
Inhalt des Toggles hier rein
Closed-Loop Technologie
Closed-Loop beschreibt die Nutzung von Messdaten für die Optimierung von Fertigungsschritten, basierend auf Messdaten.
“Closed Loop, also die Steuerung der Bearbeitungsmaschine durch die Ergebnisse der Messstation, ist heute bereits Stand der Technik. Dabei ist es besonders wichtig, dass der zugeschaltete Messprozess sehr stabil und ohne Ausreißereffekt funktioniert. Denn sonst wird der Prozess „zerregelt“. Zukünftig wird sich der Closed Loop also nicht nur auf die Kombination Bearbeitungsmaschine vs. Messstation begrenzen.”
https://www.mahr.com/de-ch/Leistungen/Fertigungsmesstechnik/Know-how/Industrie-4.0/Ansatzpunkte-f%C3%BCr-die-Messtechnik/Messprozesse-verstehen/?ContentID=32269
http://www.aliconamanufacturing.com/home/de/closed-loop-manufacturing.html