OptoBot
Messen mit dem Roboter
Moderne, hochpräzise Robotersysteme stellen eine wichtige Basis für erfolgreich umgesetzte Prozessautomationsprojekte dar. Aufgrund der Unempfindlichkeit des Sensors bei Vibrationen, ist es möglich, Rauheit und Welligkeit feinbearbeiteter Oberflächen mit Hilfe eines Roboterarms bis in den Submikrometerbereich zu erfassen. Der Sensor ist dabei unmittelbar auf dem Roboterkopf montiert und alle sechs Achsen können für die Bewegung benutzt werden. Damit lassen sich auch großflächige Bauteile, teils mit unterschiedlichen Geometrien messen.
Der Messablauf lässt sich in der Software OS 500 über eine Kommunikationsschnittstelle mit der Robotersteuerung definieren und das Triggersignal zum Start der Messung nutzen.

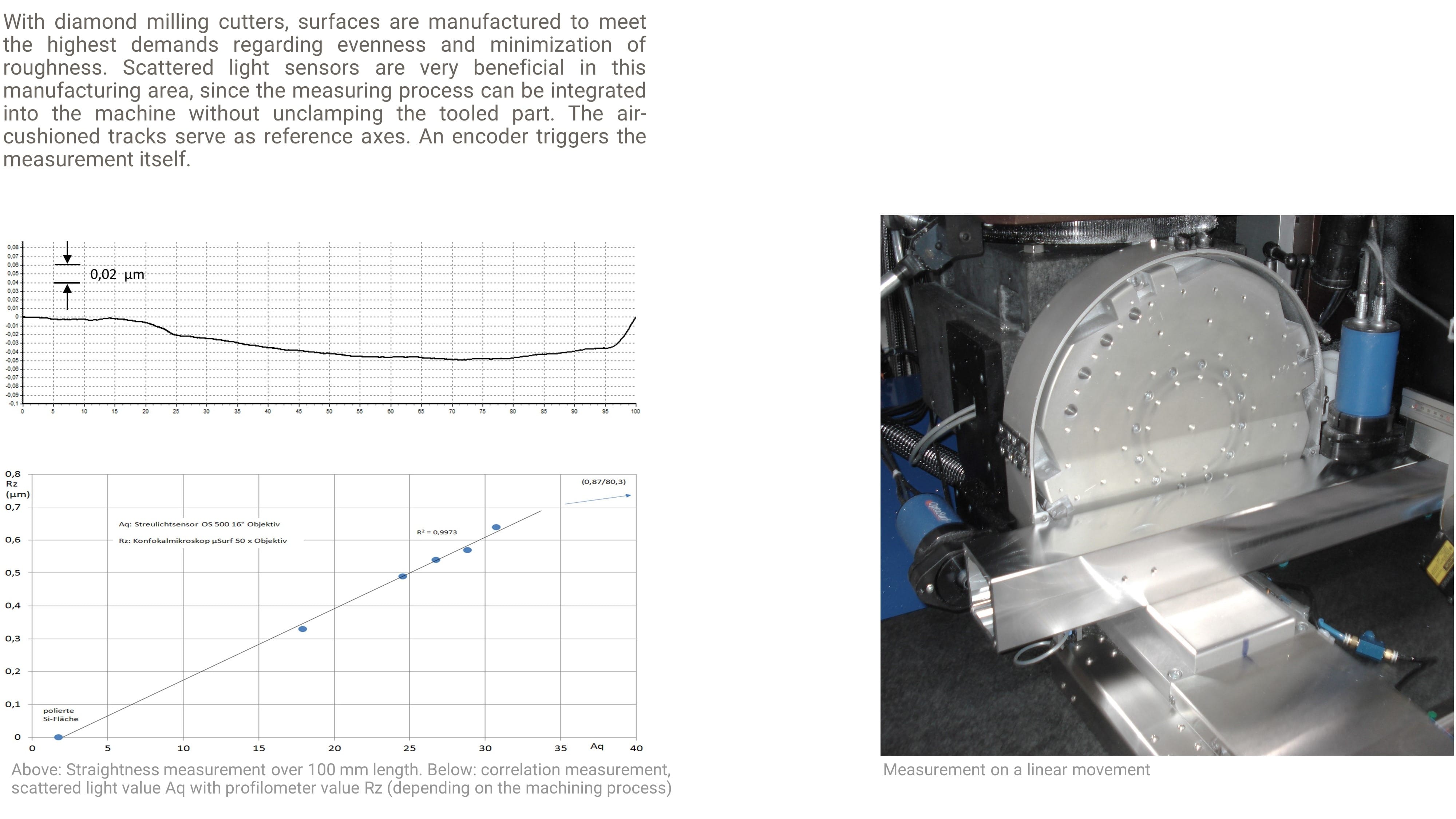
")