Optische Oberflächenmesstechnik in rauer Fertigungsumgebung
Qualitätskontrolle – Prozesssteuerung – Kostensenkung
Kontakt
Optosurf GmbH
Im Stöck 4a
D-76275 Ettlingen
Telefon: +49 72 43 20053 00
E-Mail: info@optosurf.de
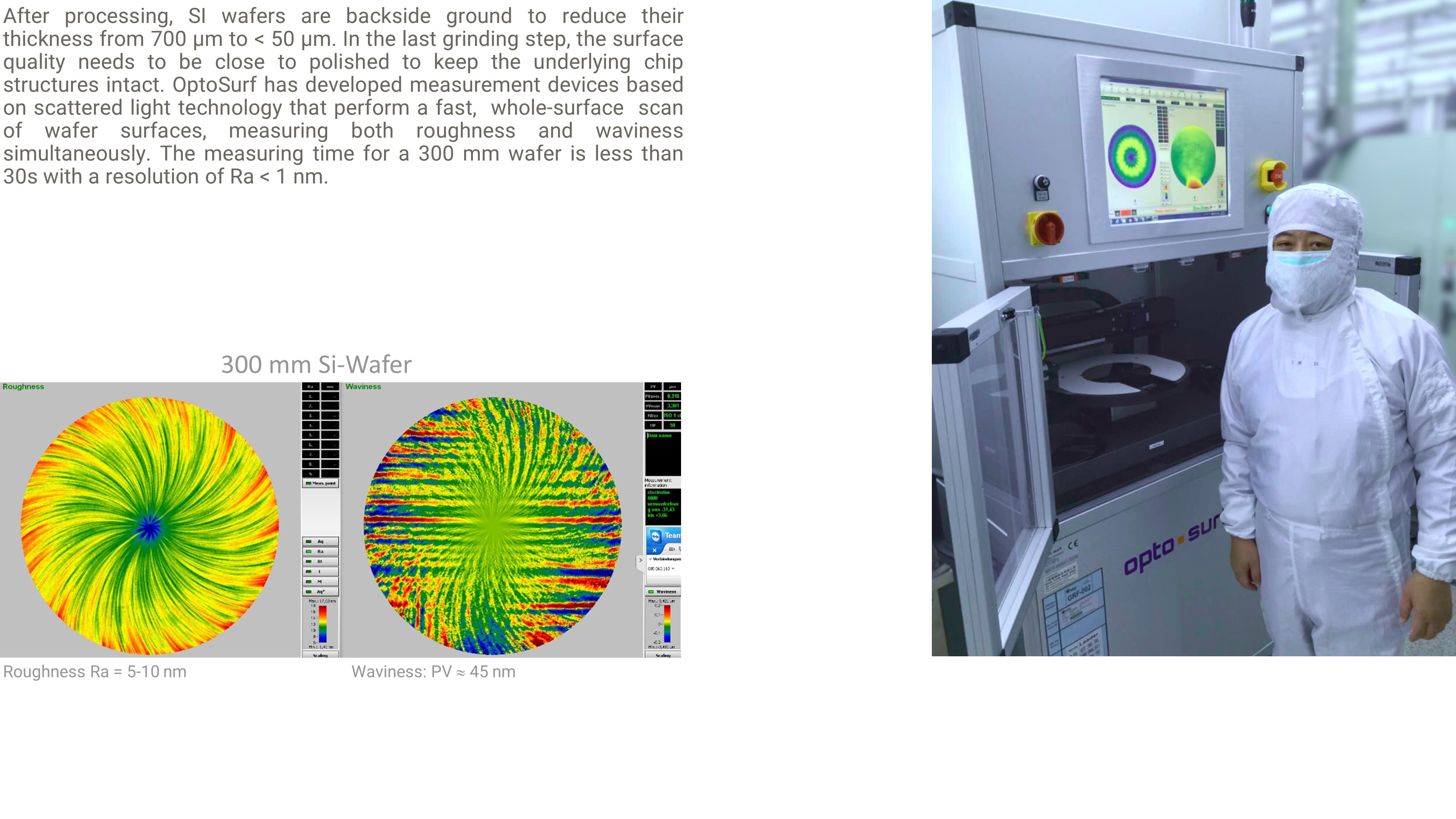
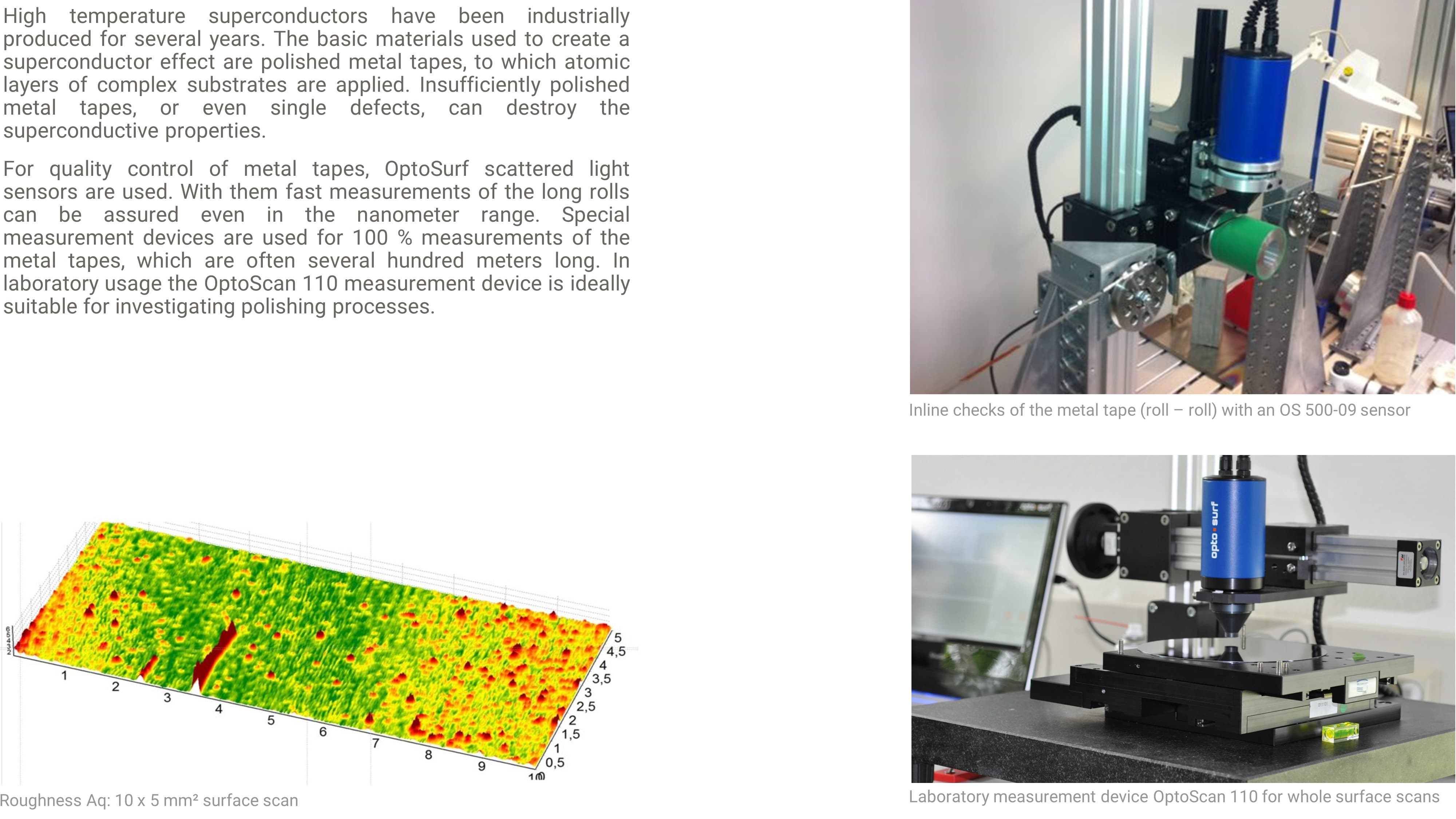
From laboratory to 100 % production measurements. Roughness measurement < Ra 10 nm
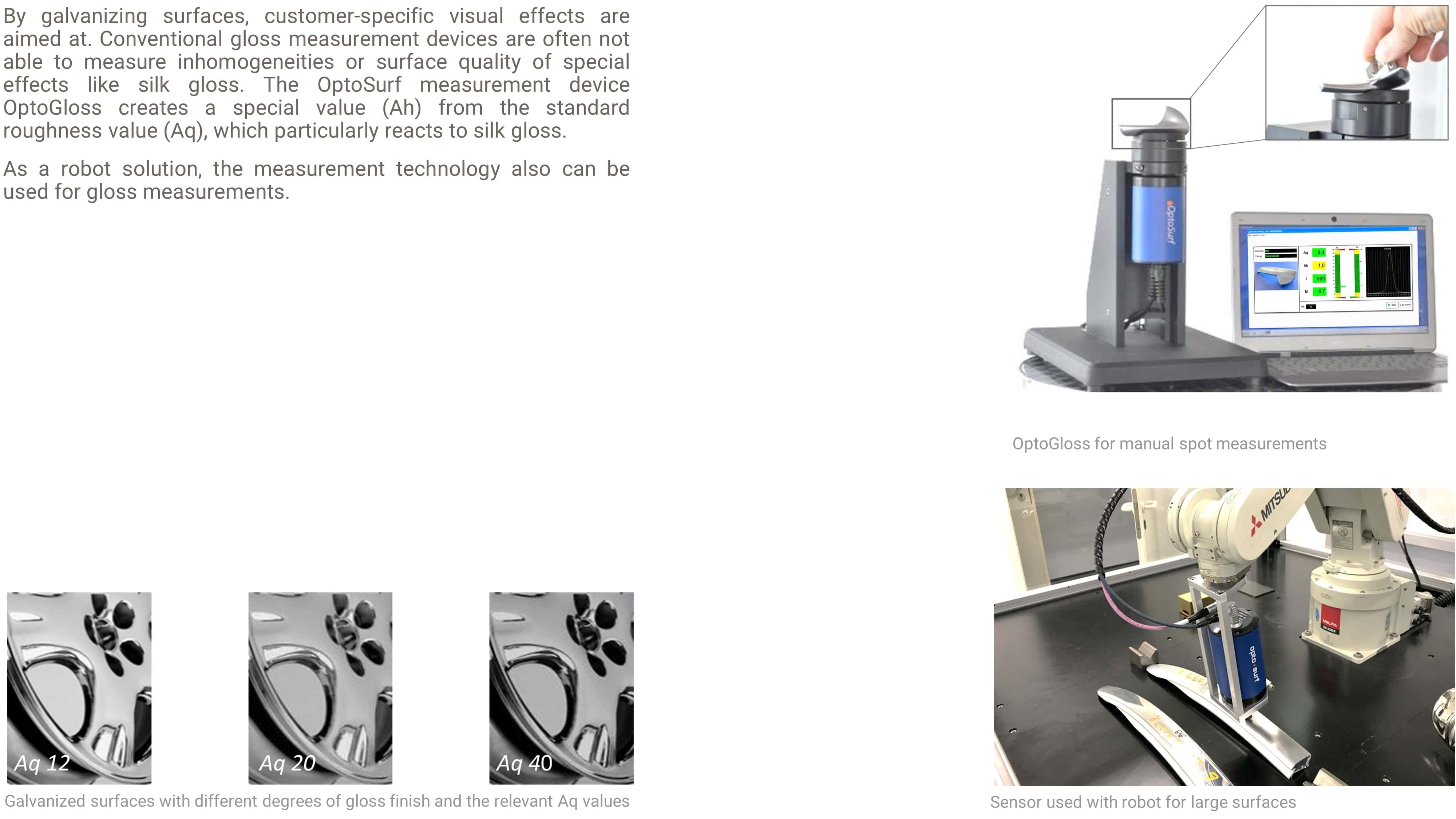
Manual and automated gloss measurement on galvanized surfaces (coated)
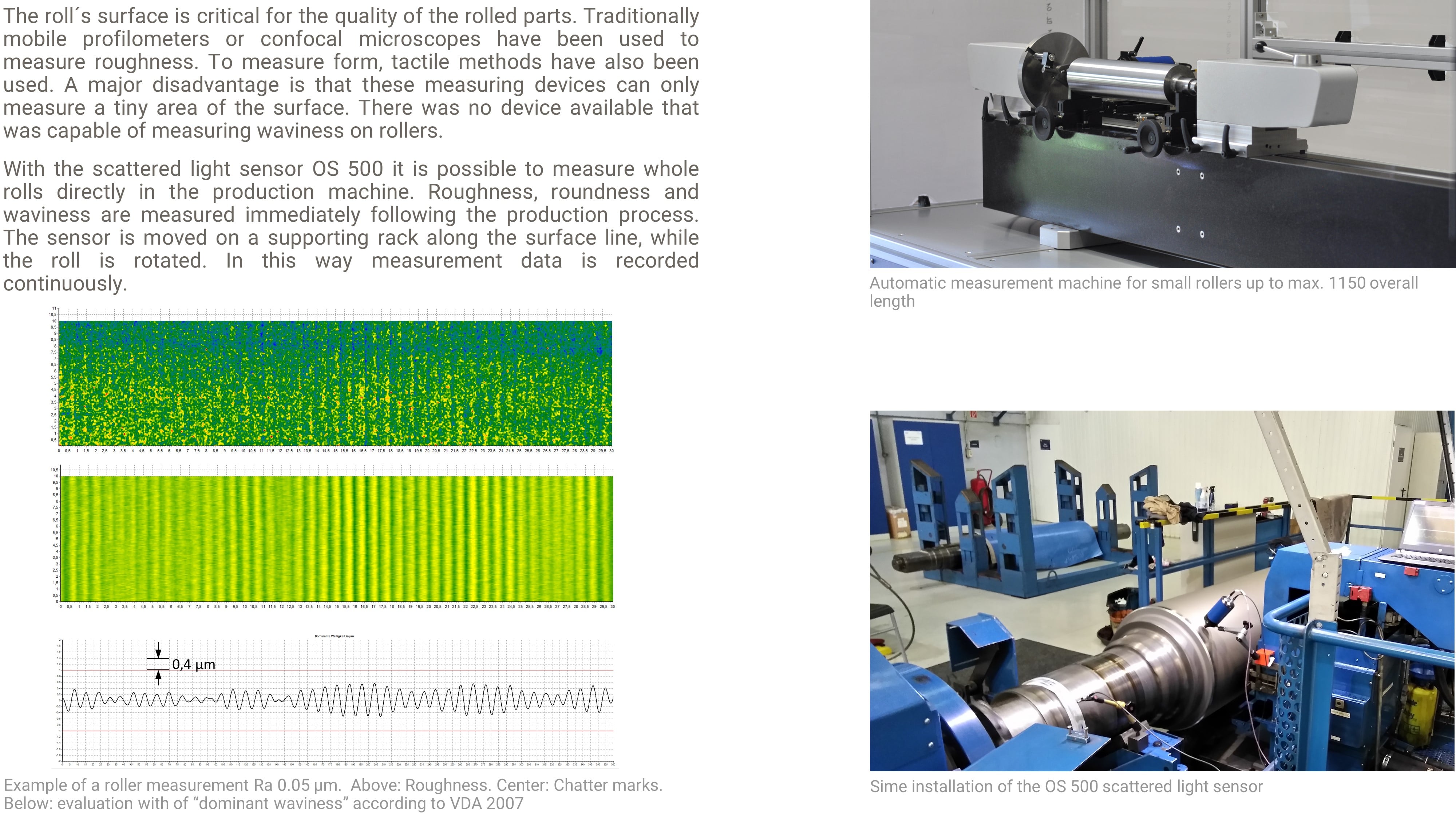
Tool lifetime monitoring of grinding wheels while measuring roundness and waviness
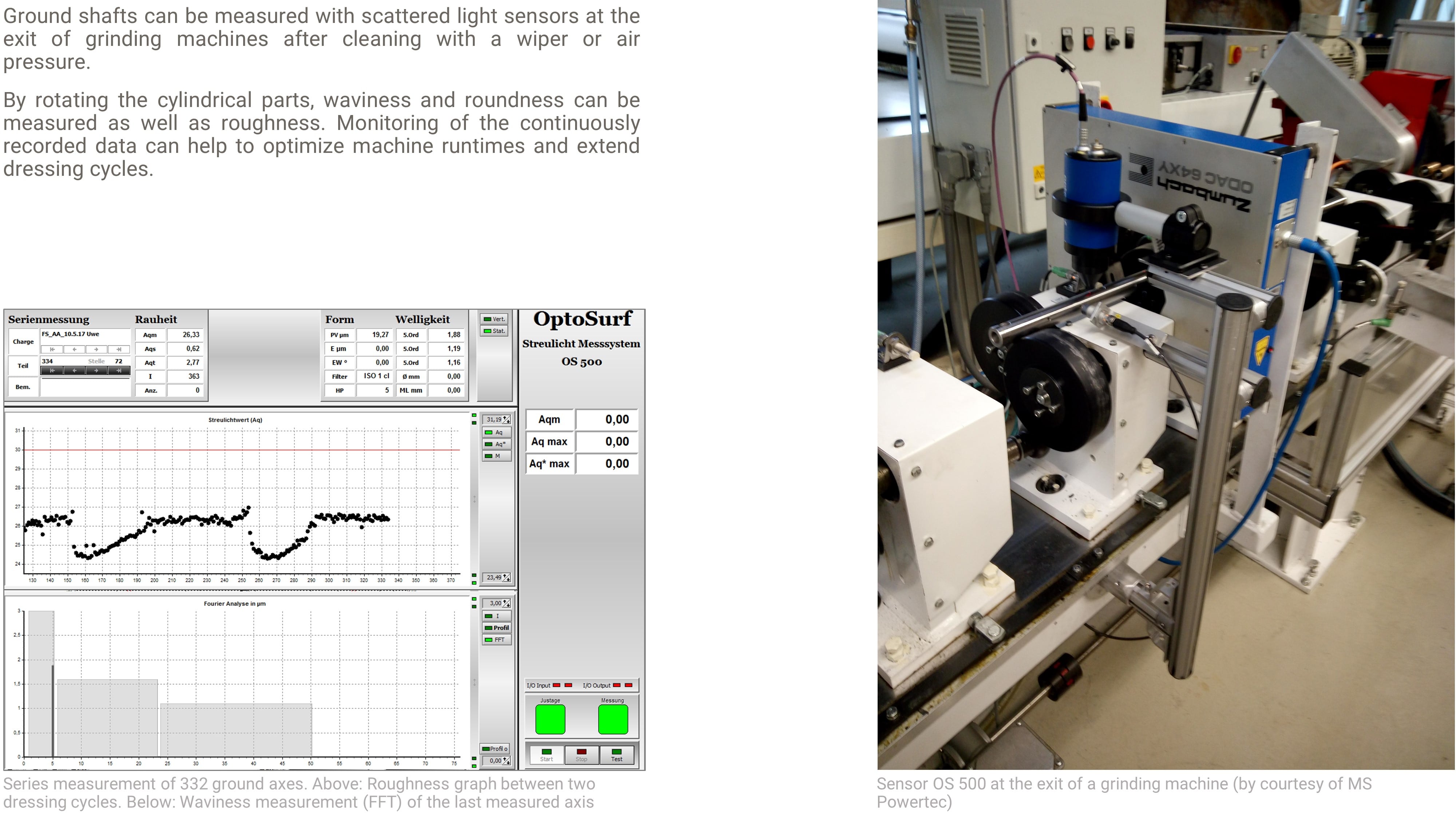
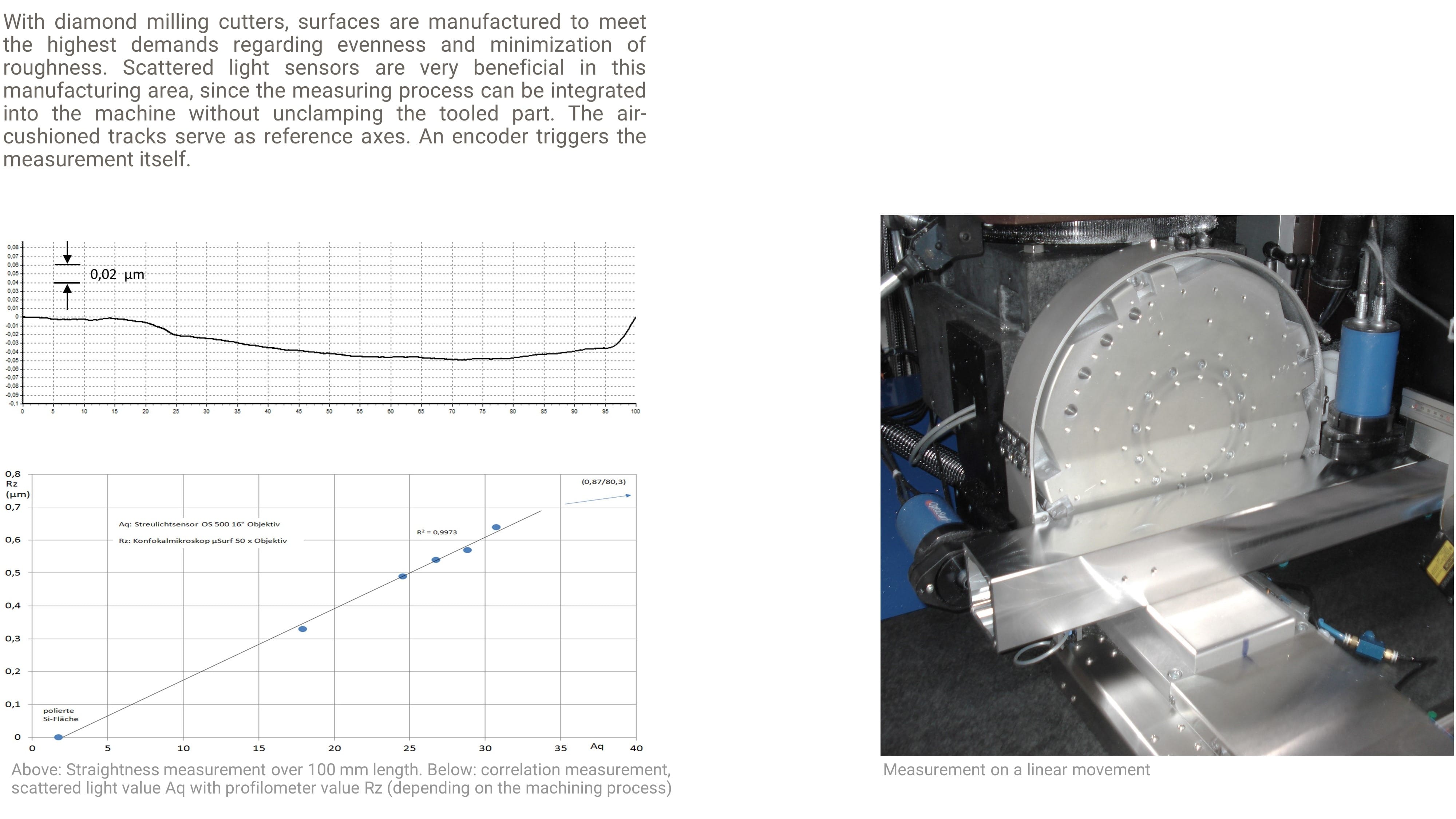
In-process measurement (rougness, straightness) in the nanometer range
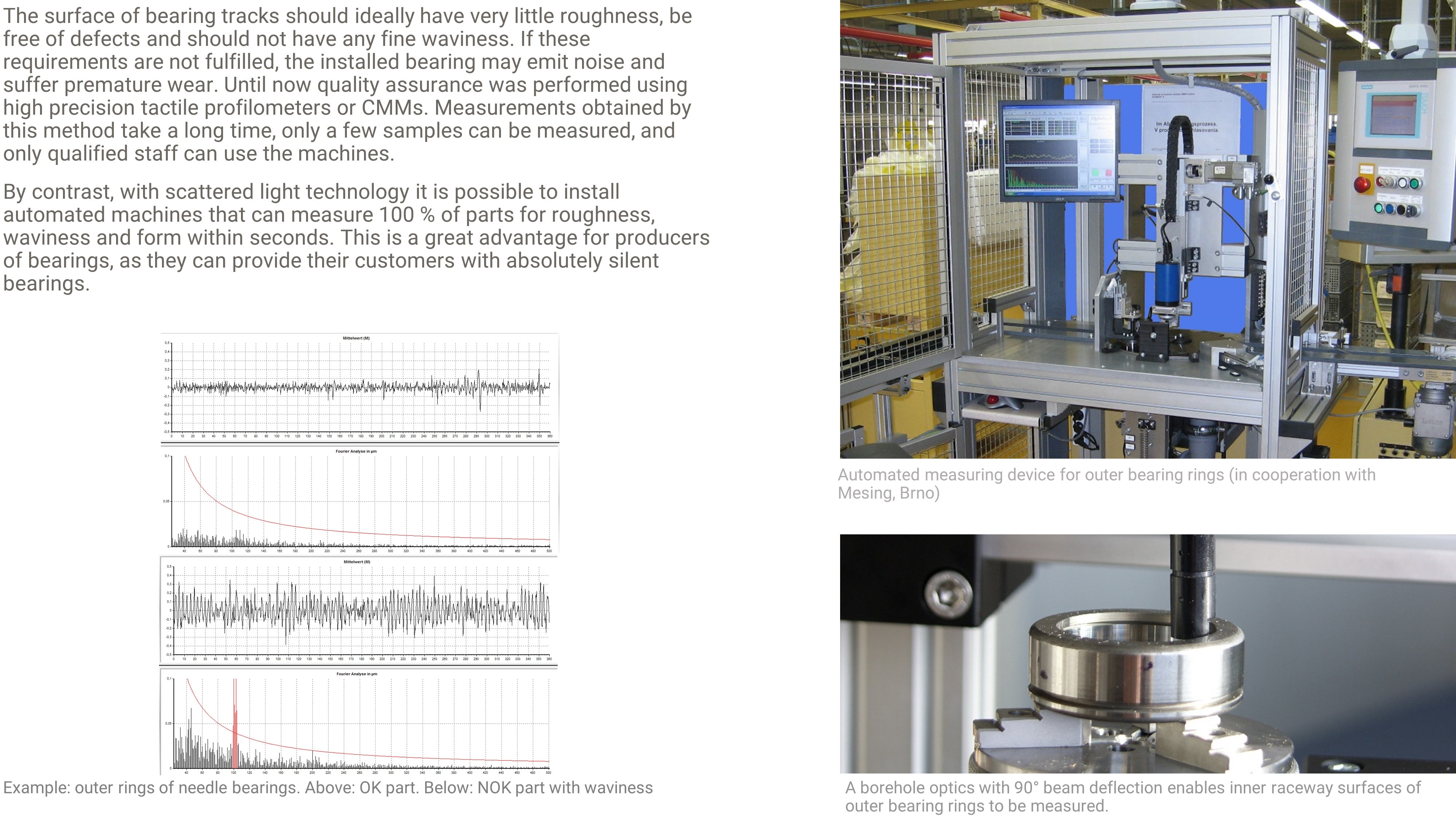
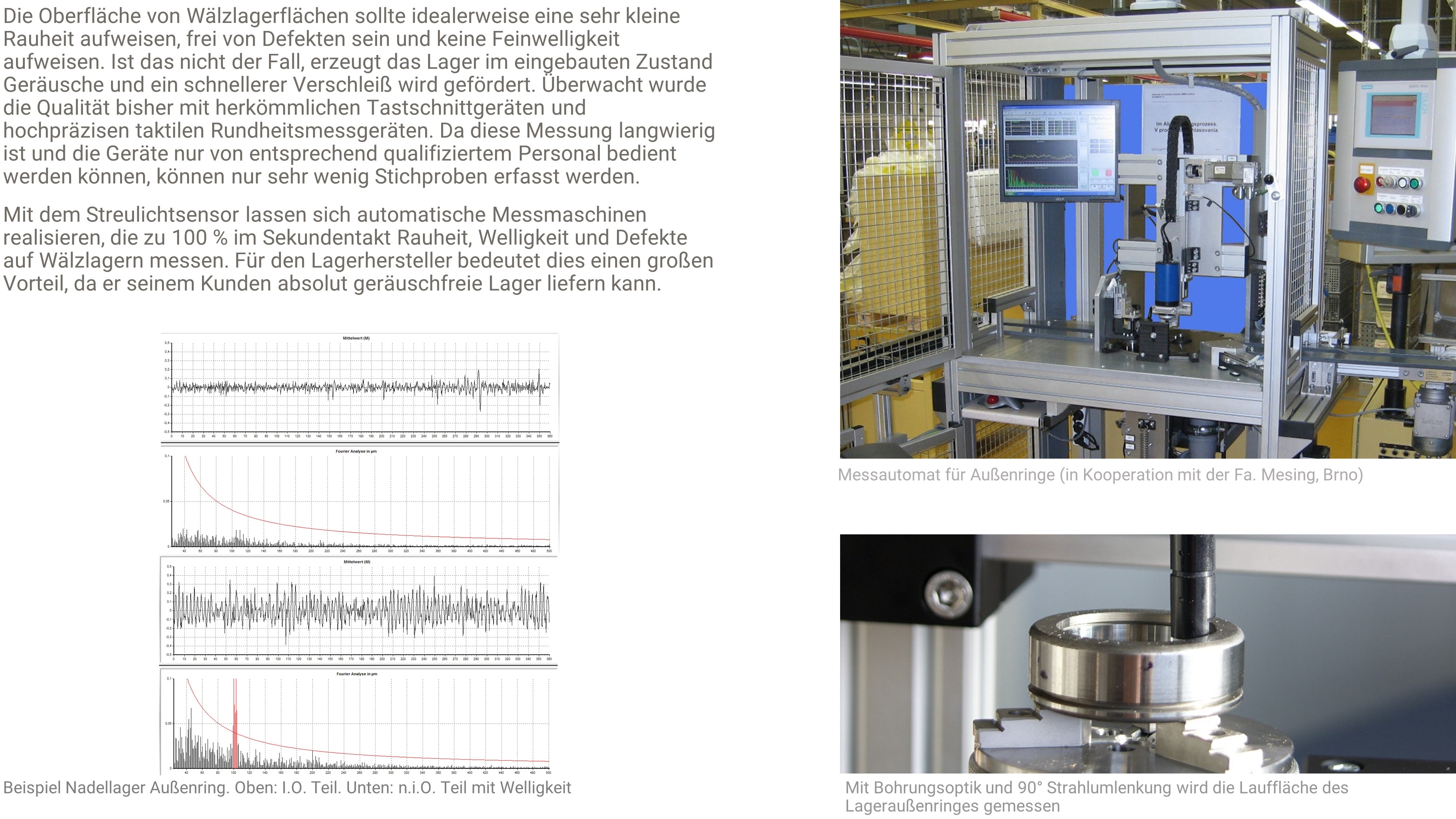
Rauheits-, Rundheits- und Welligkeitsmessung auf Wälzlager Innen- und Außenringen und Wälzkörpern
Standzeitüberwachung von Schleifscheiben bei simultaner Rundheits- und Welligkeitsmessung