OptoScan X
Semi automatic linear measurement station
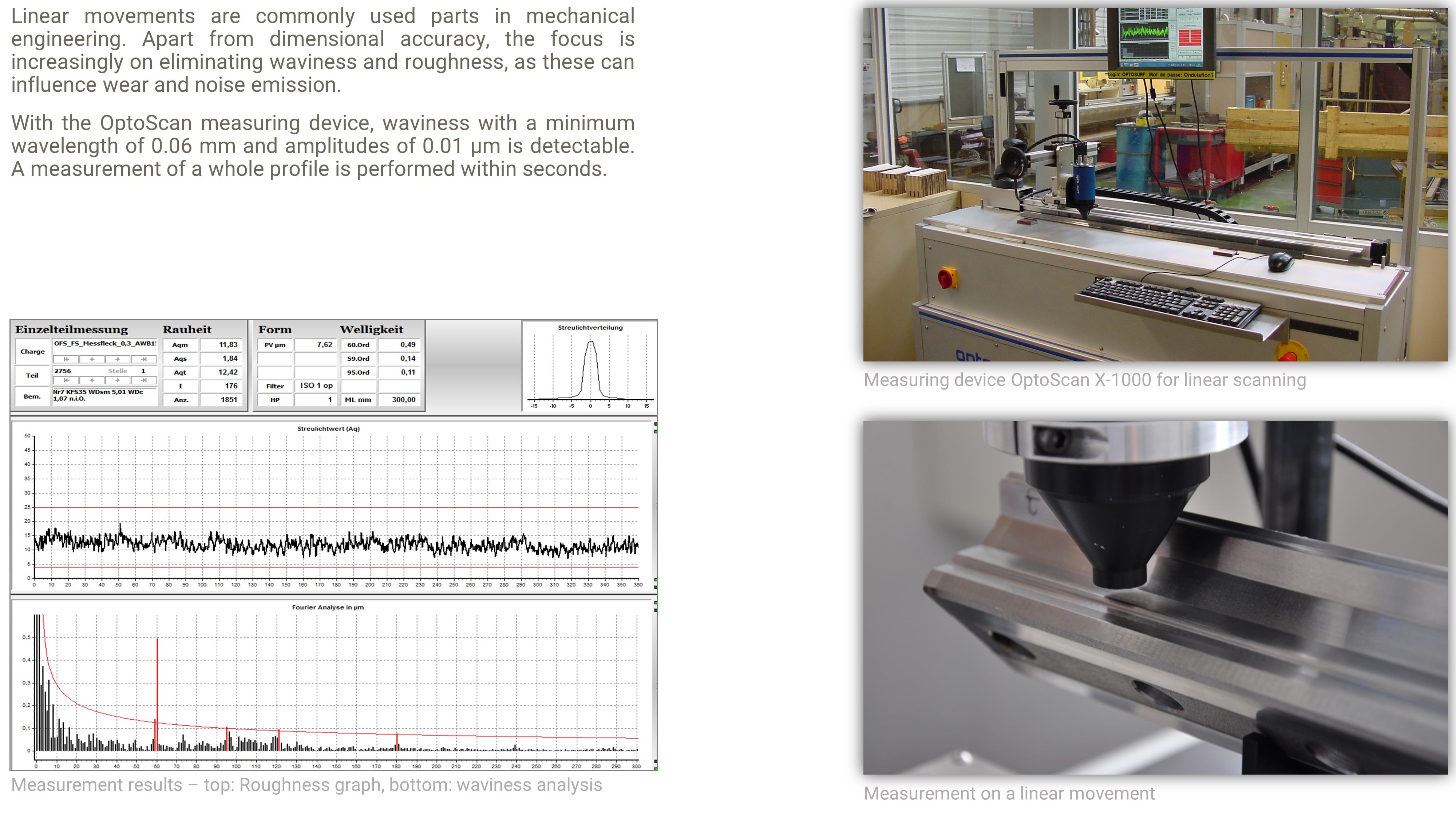
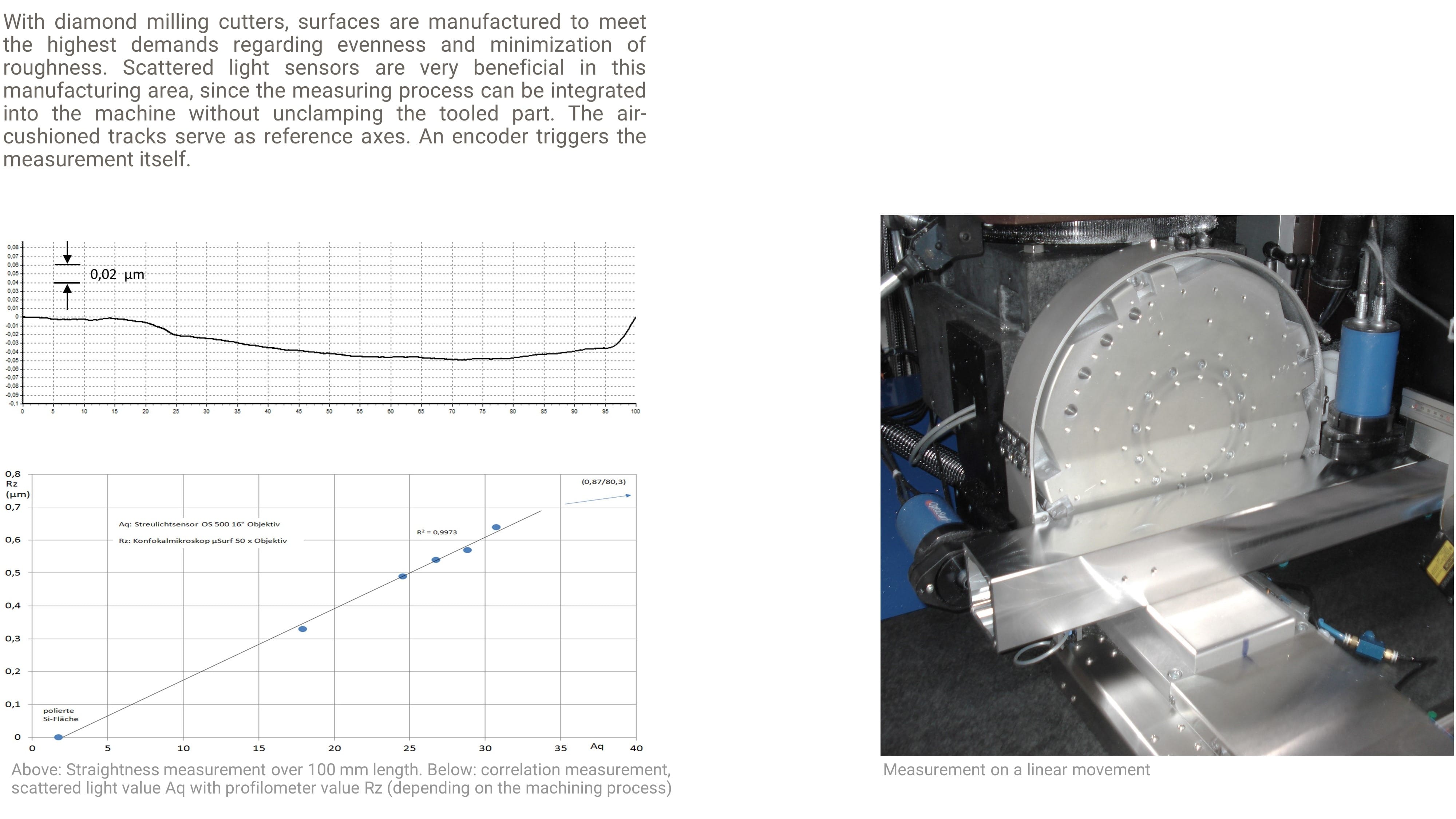
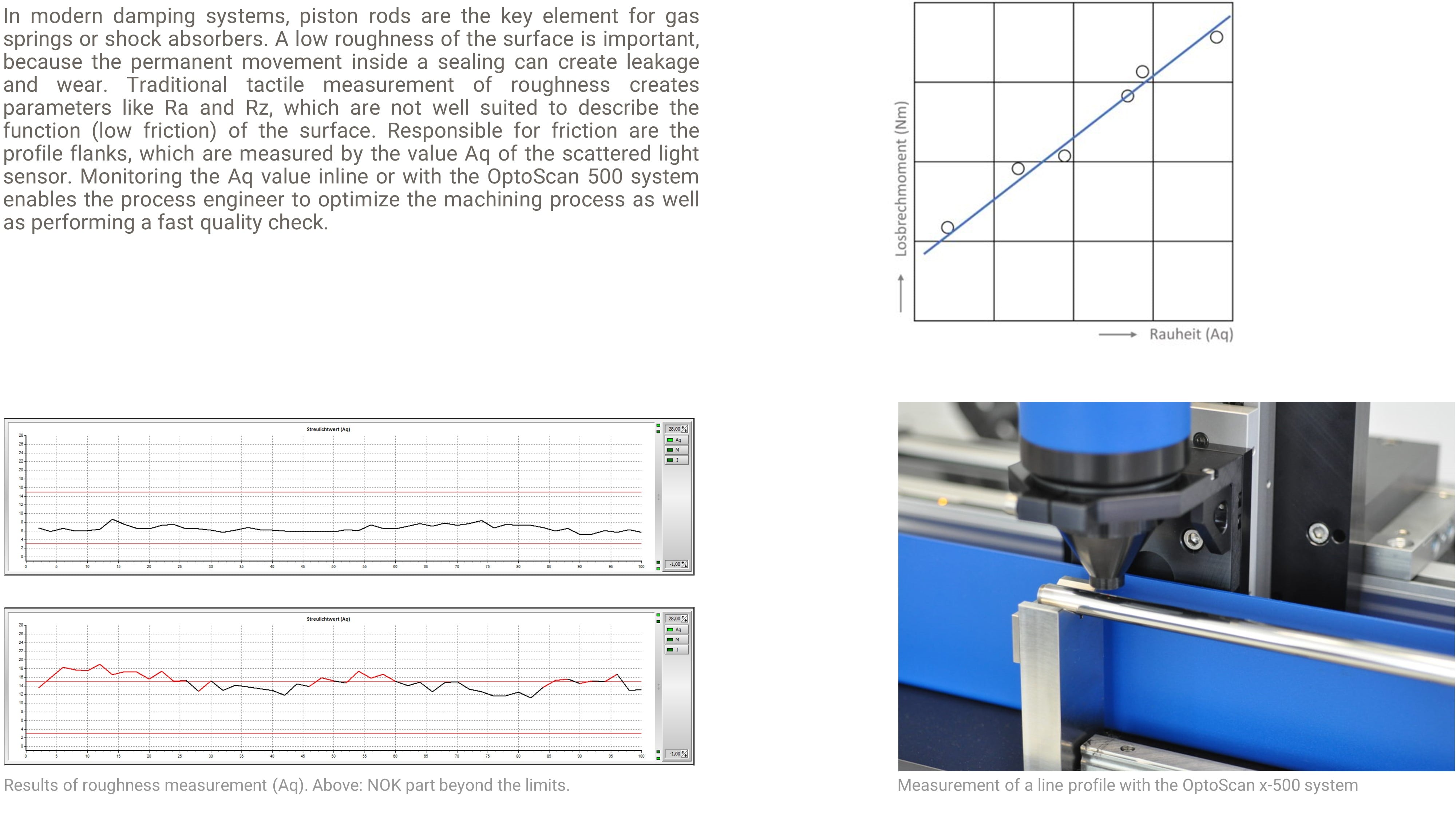
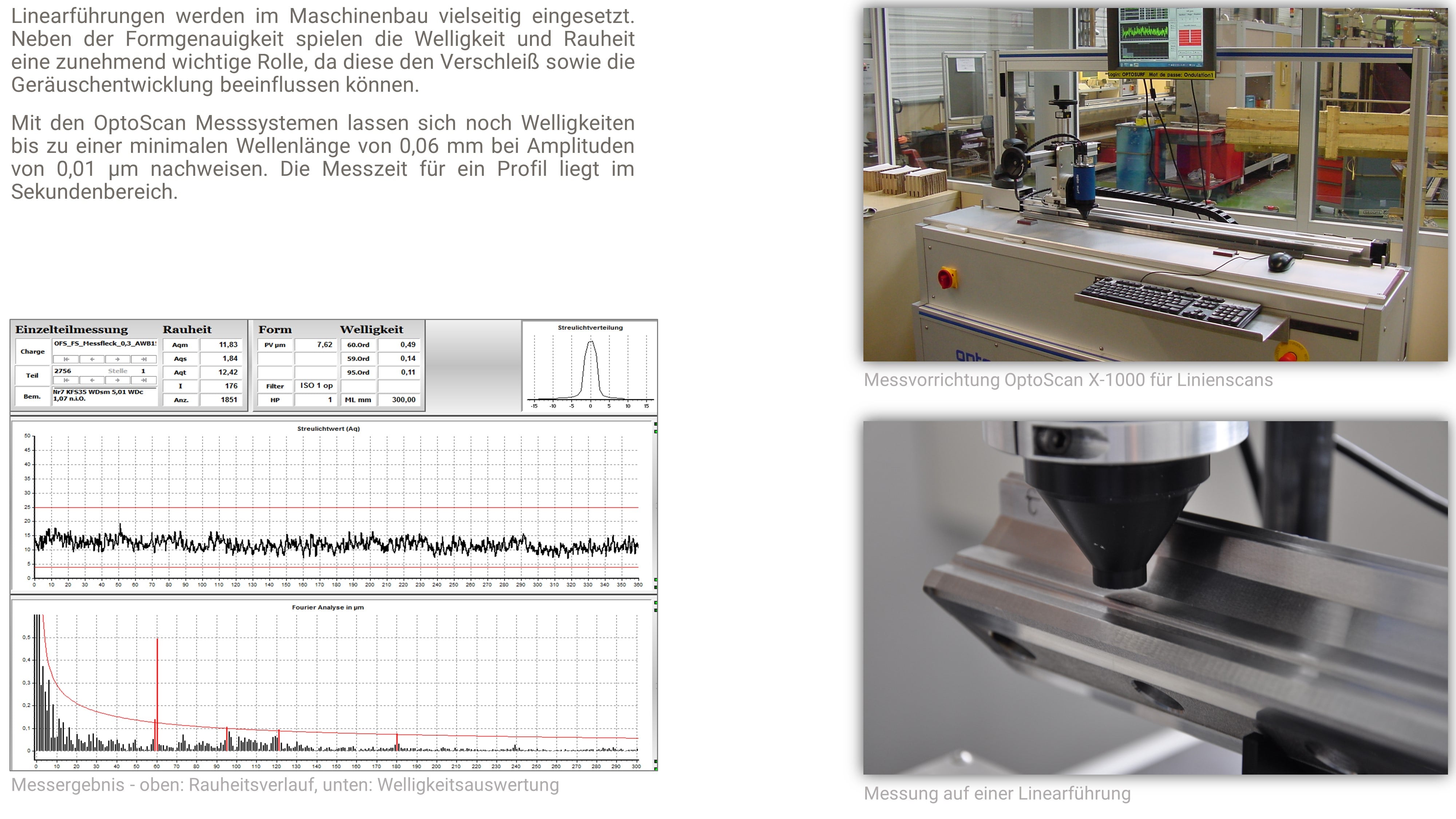
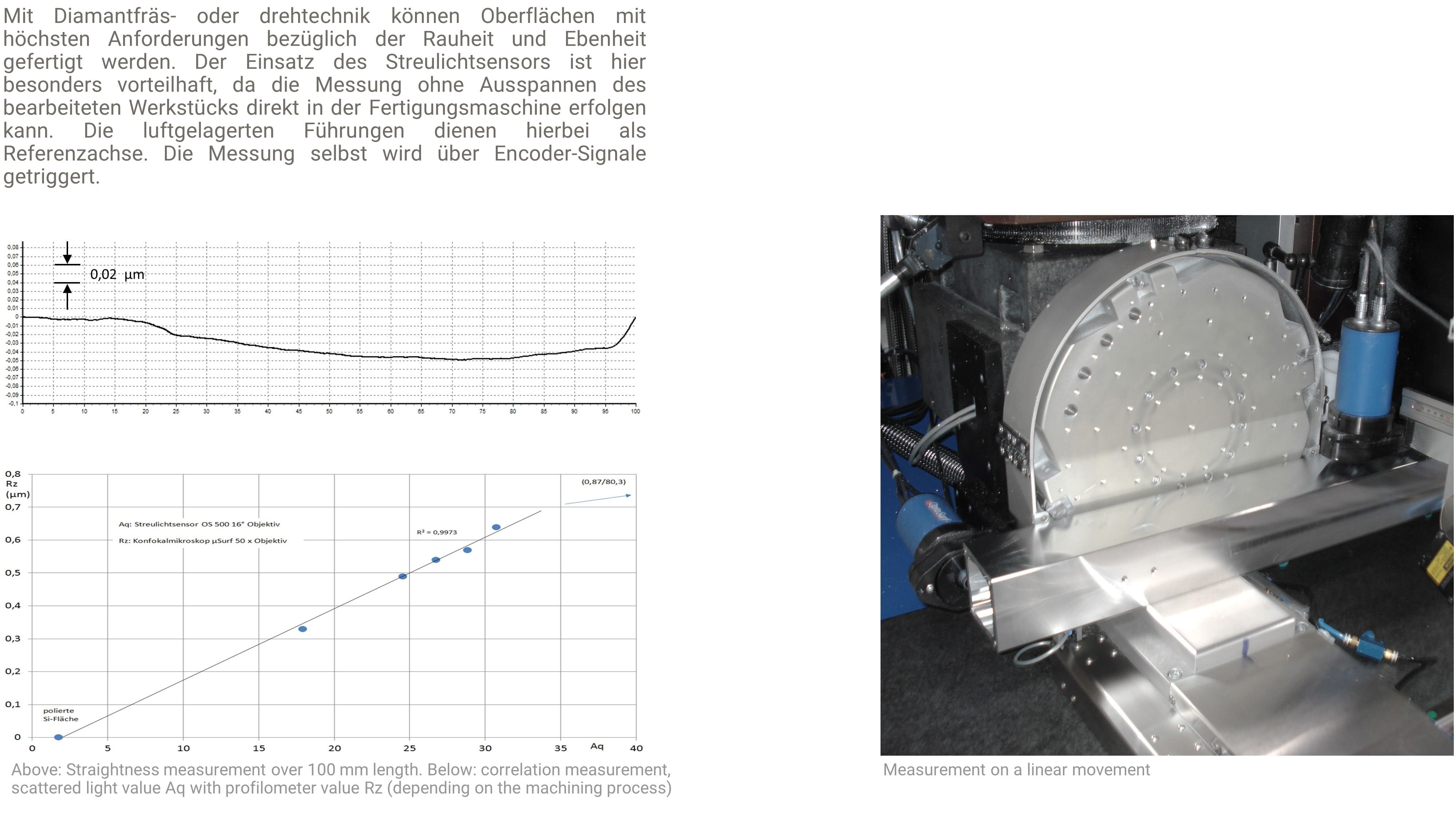
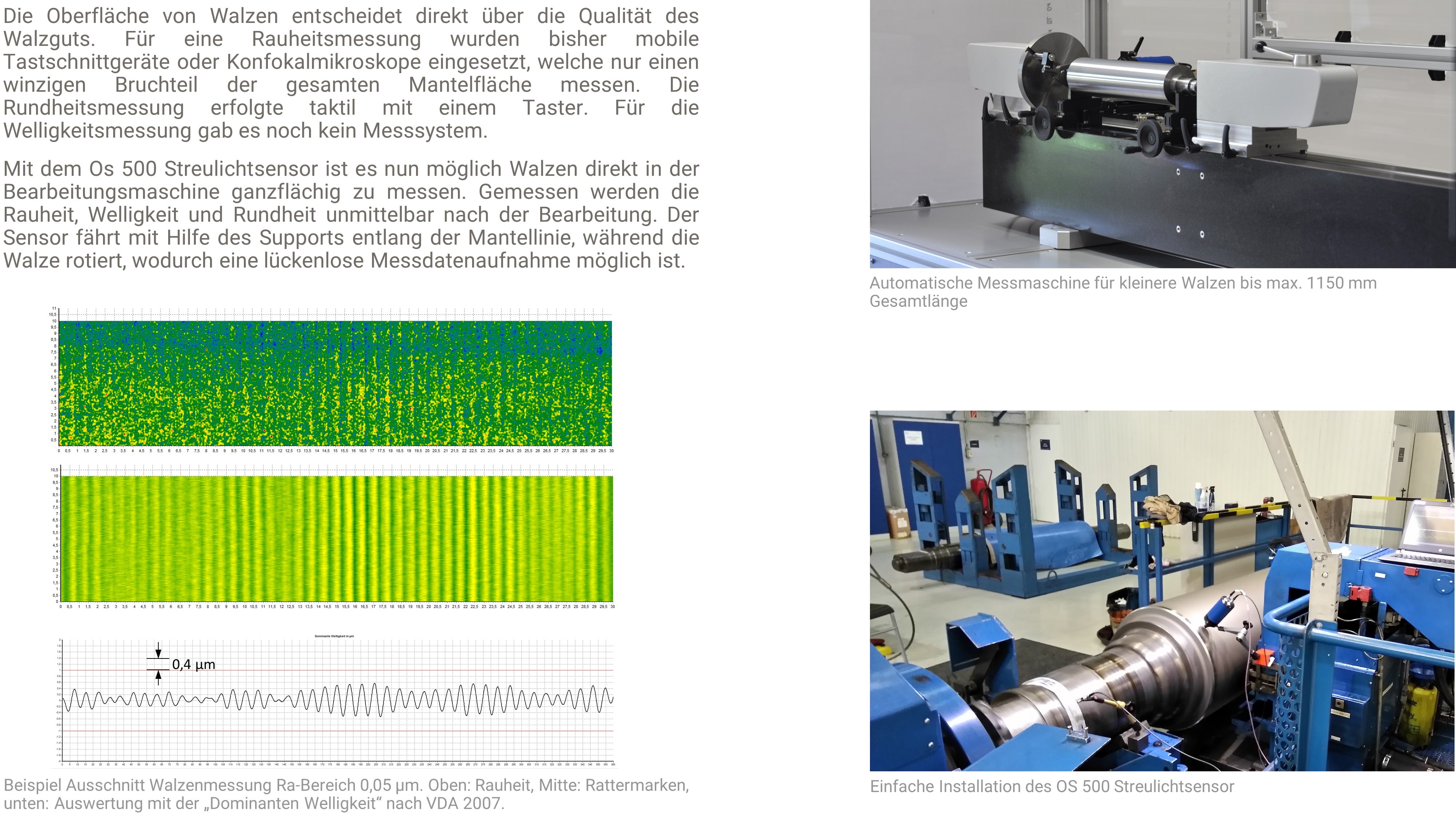
The OptoScan X-500 device is fitted with an automatic high-precision x-axis. The sensor is moved in a linear direction and provides continuous roughness measurements. With this system configuration quality assurance for piston rods, semi-finished goods and linear movements is easy, fast and economically feasible.
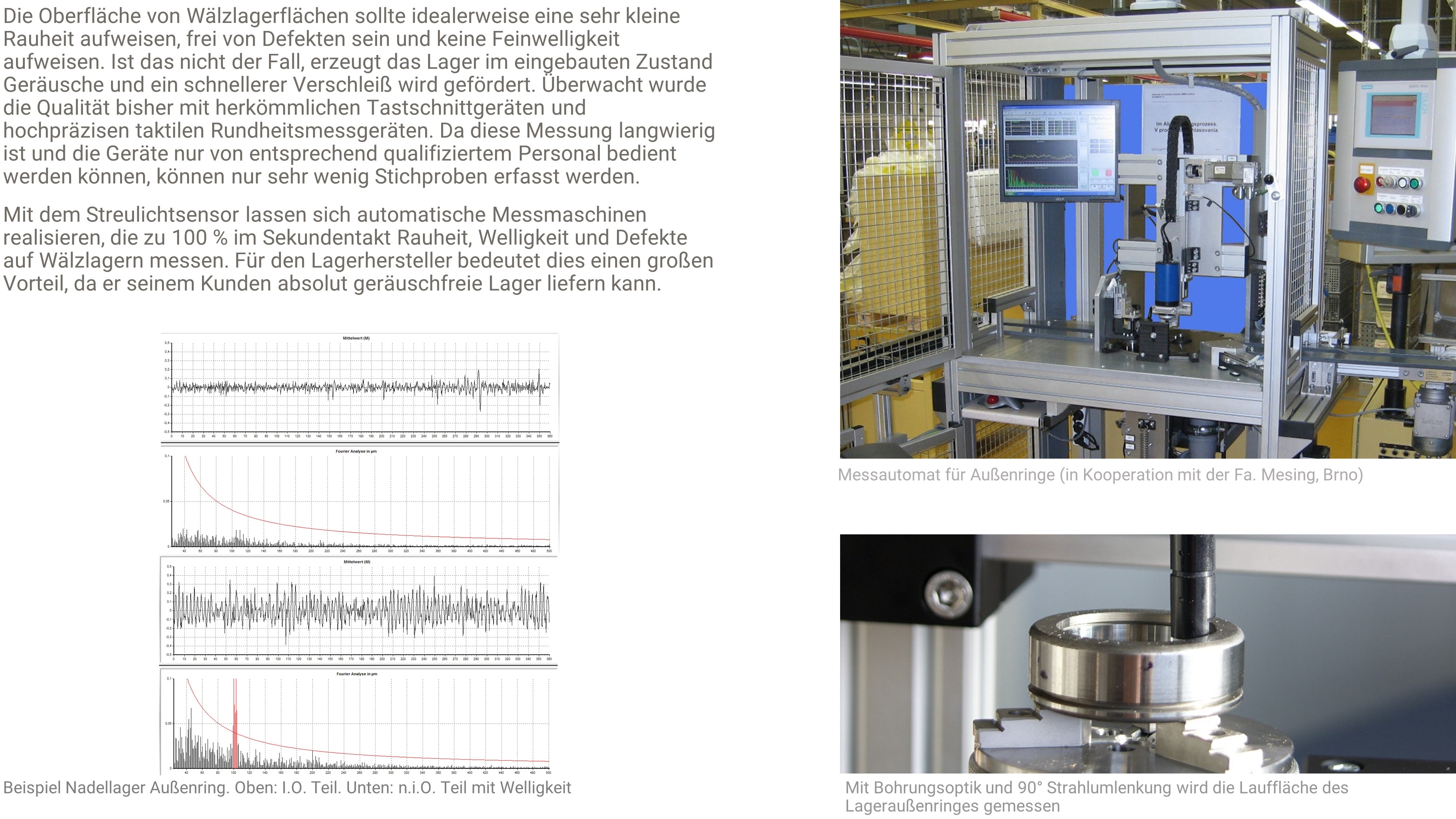
OptoSurf will manufacture prism fixtures customized for the types of goods to be measured. Setting tolerances and adjusting measurement programs is easy with the software. Whether an automatically robot-loaded solution or a stand-alone solution is required – the OptoScan X series is ideally suitable for quality control.