")







Fan-out panel level packaging

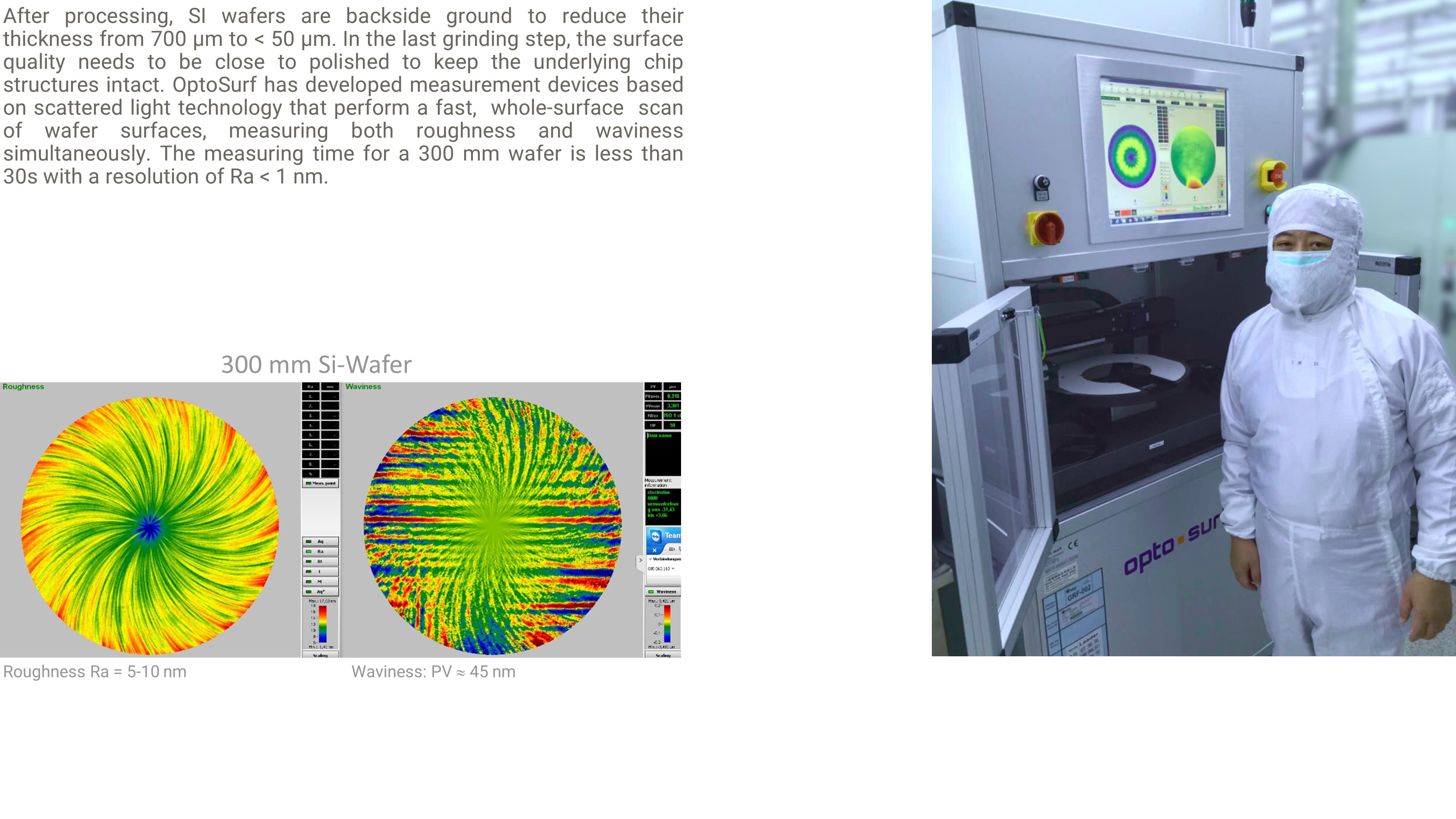
Backside grinding
Artificial hip joint prosthesis stem balls

Tribocoating

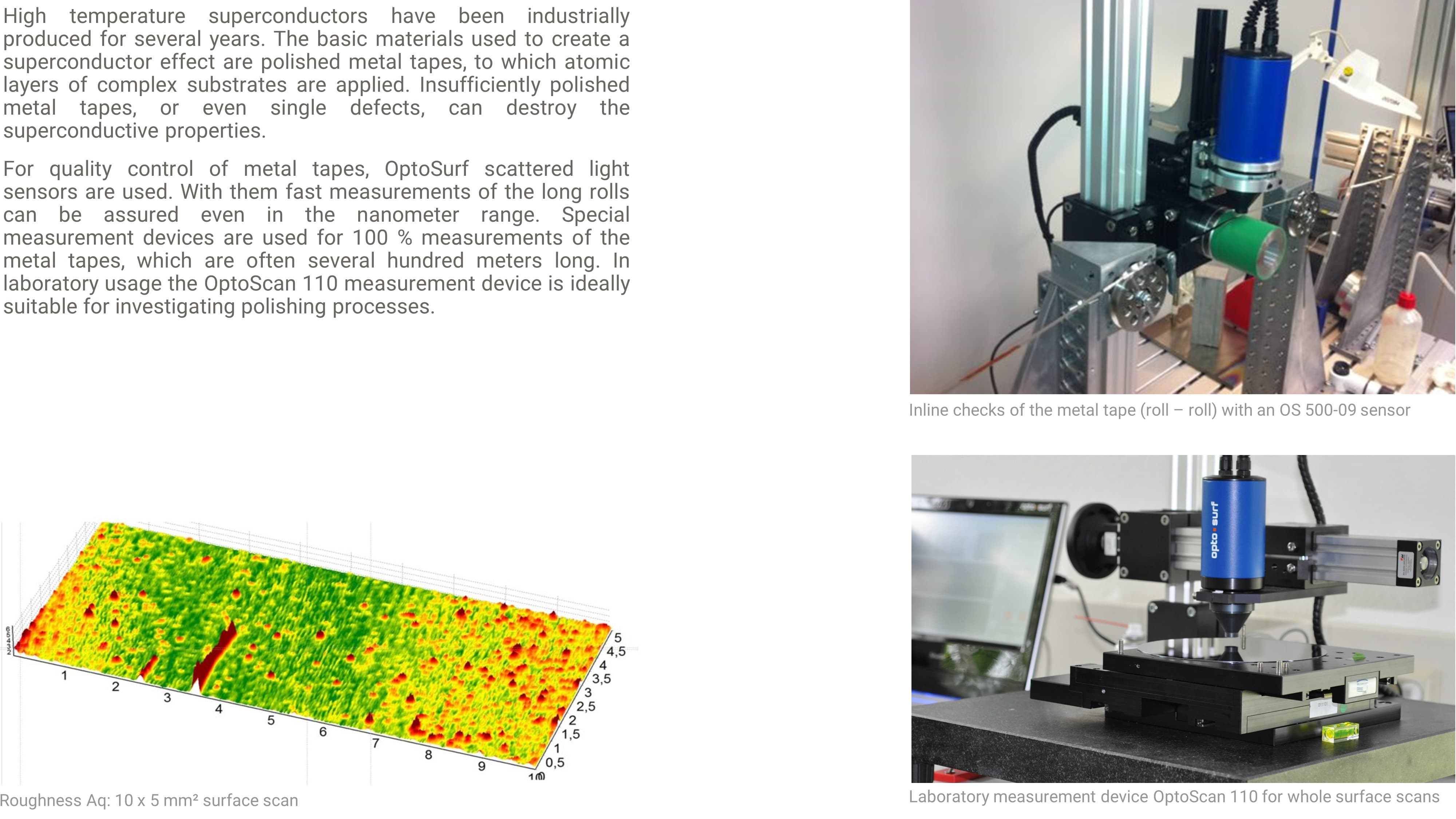
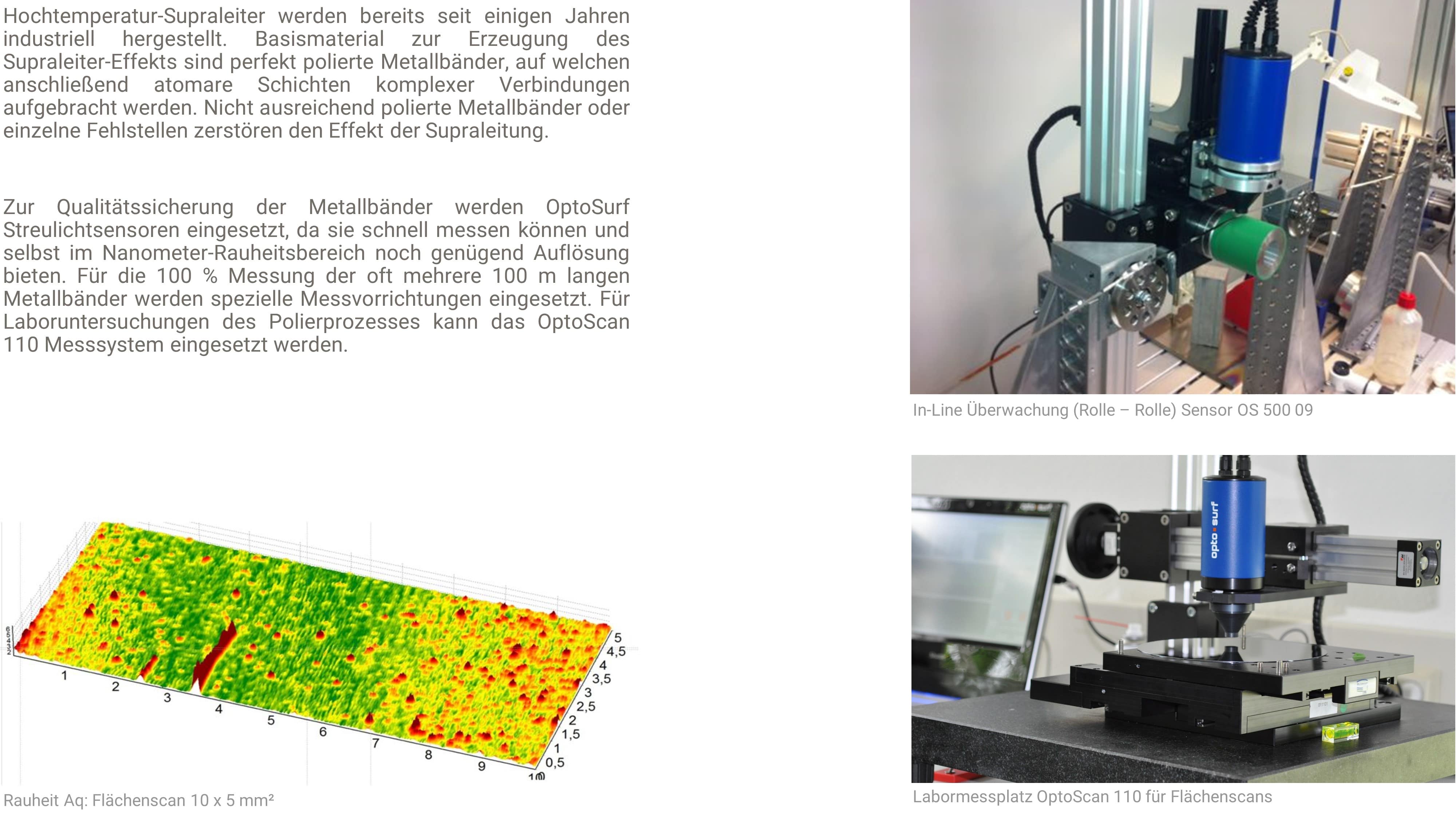
Coatings - high temperature superconductors
From laboratory to 100 % production measurements. Roughness measurement < Ra 10 nm
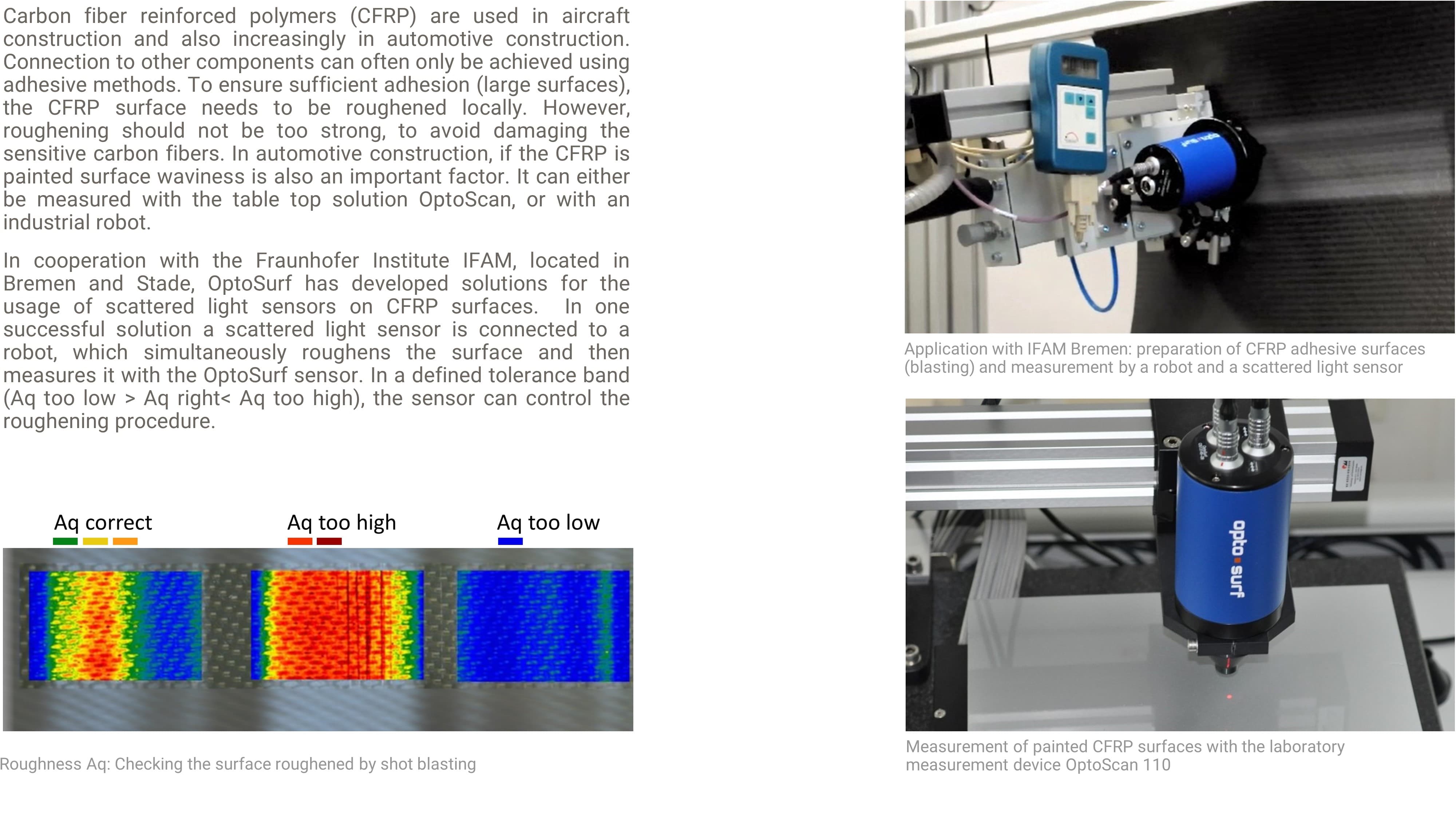
CFRP components
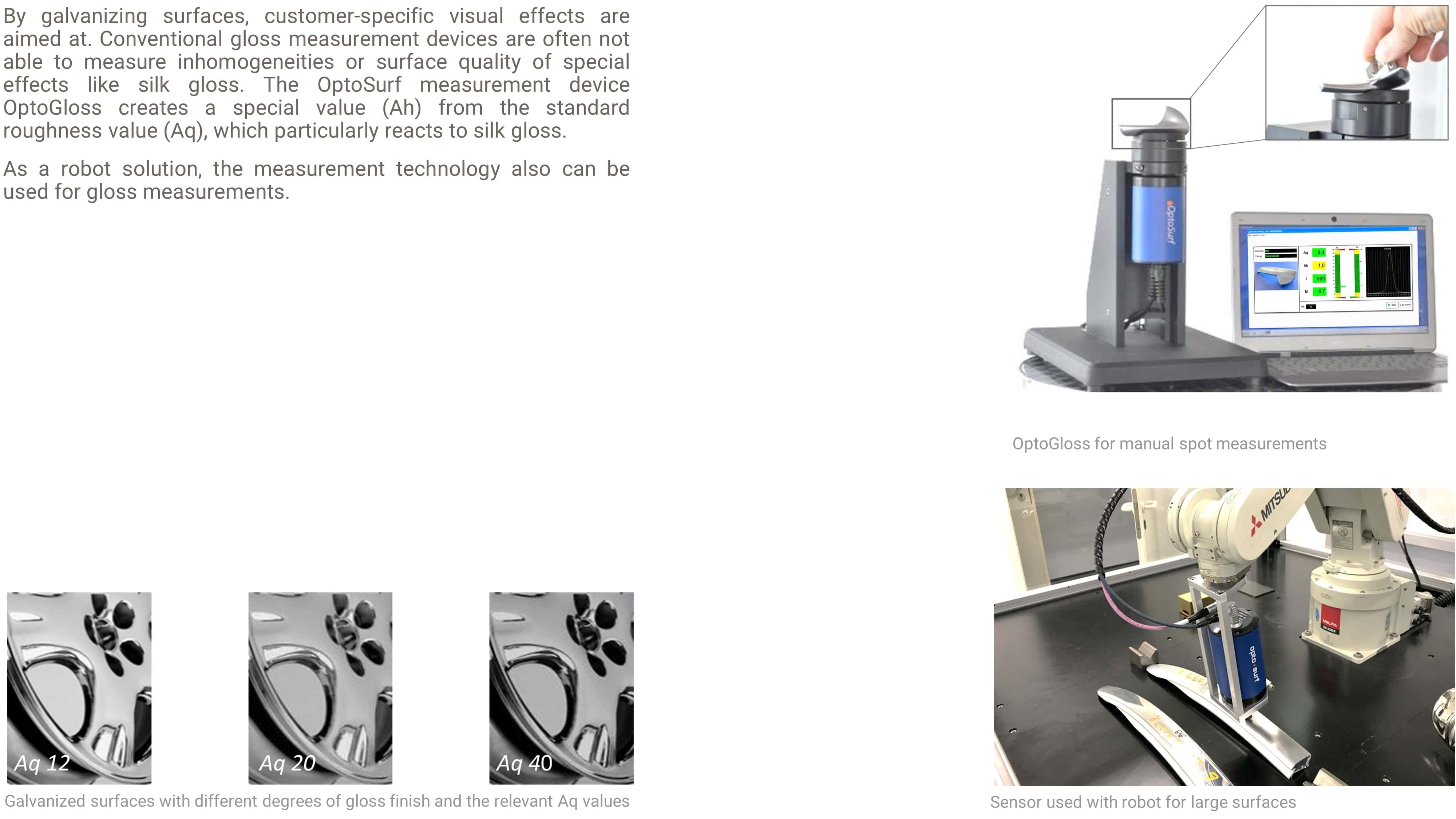
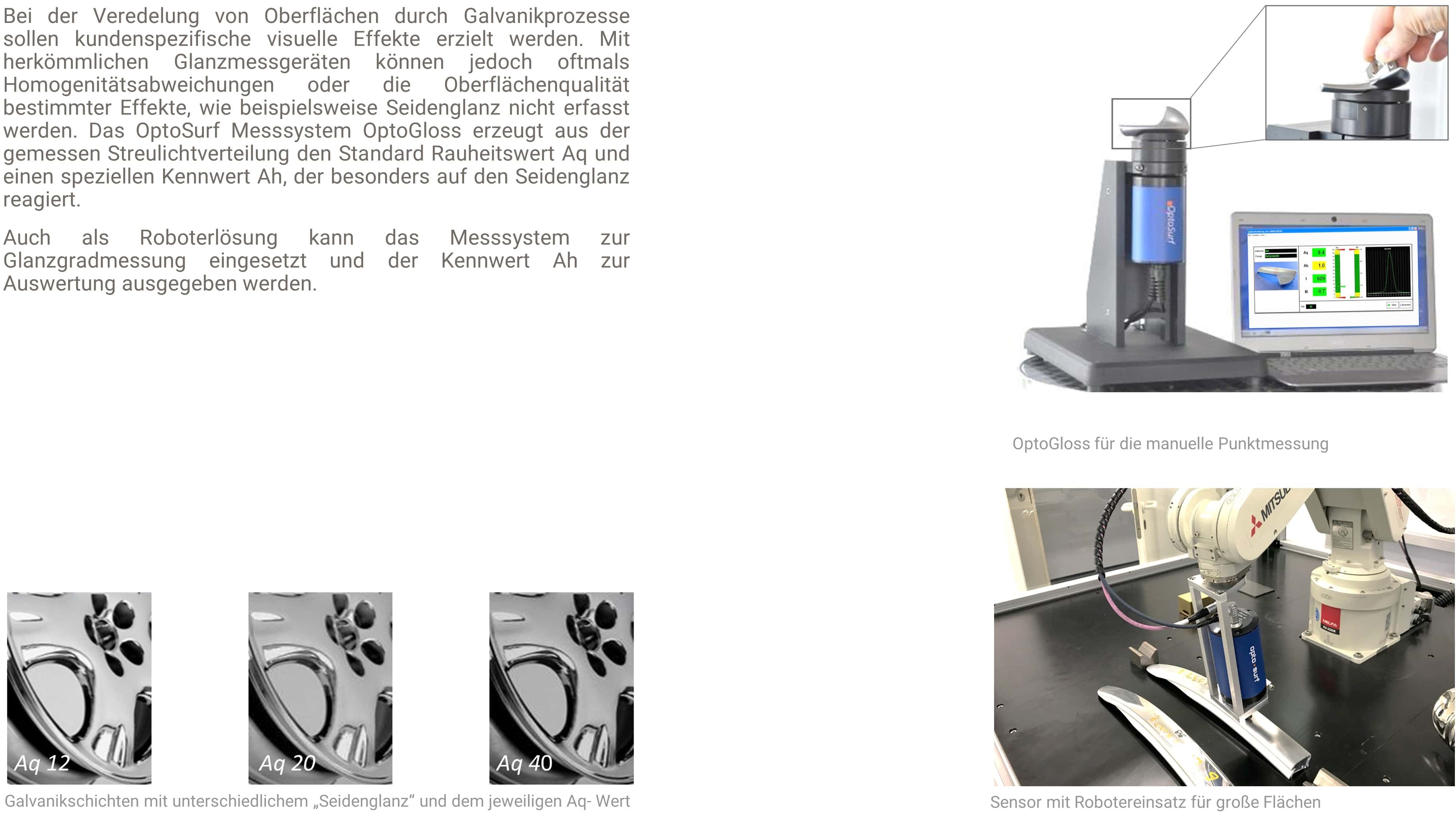
Galvanized surfaces
Manual and automated gloss measurement on galvanized surfaces (coated)
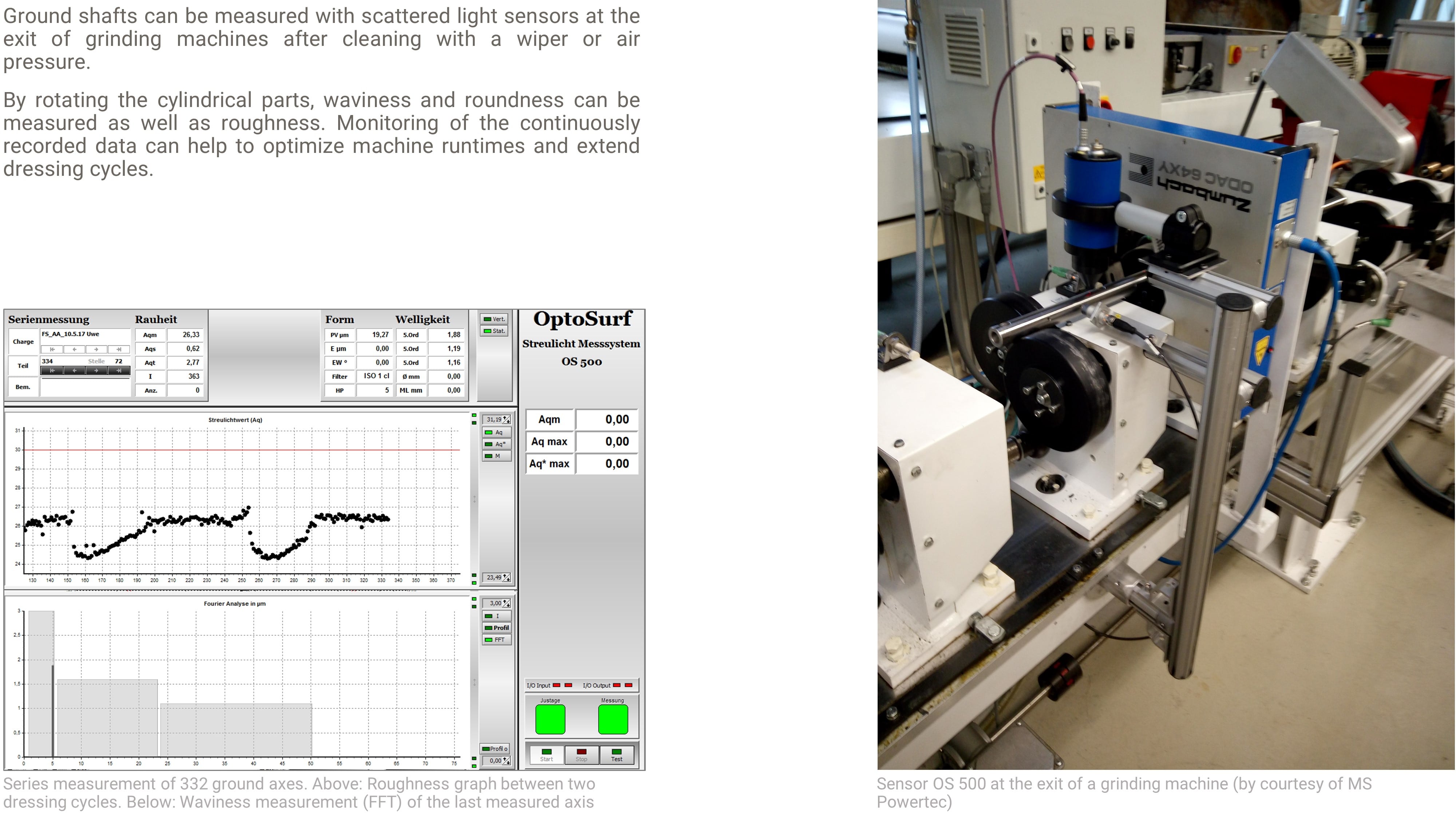
Centerless grinding
Tool lifetime monitoring of grinding wheels while measuring roundness and waviness
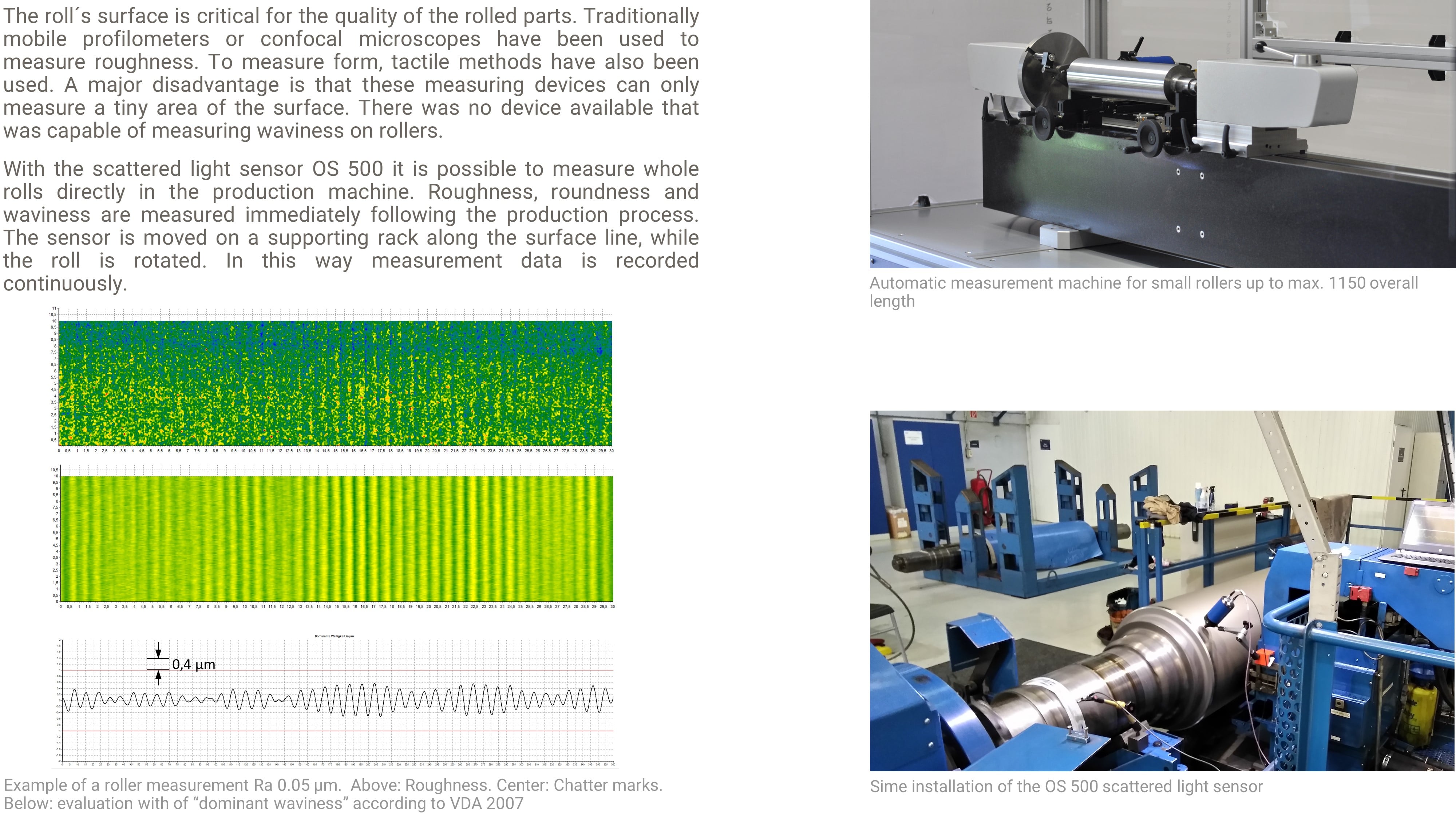
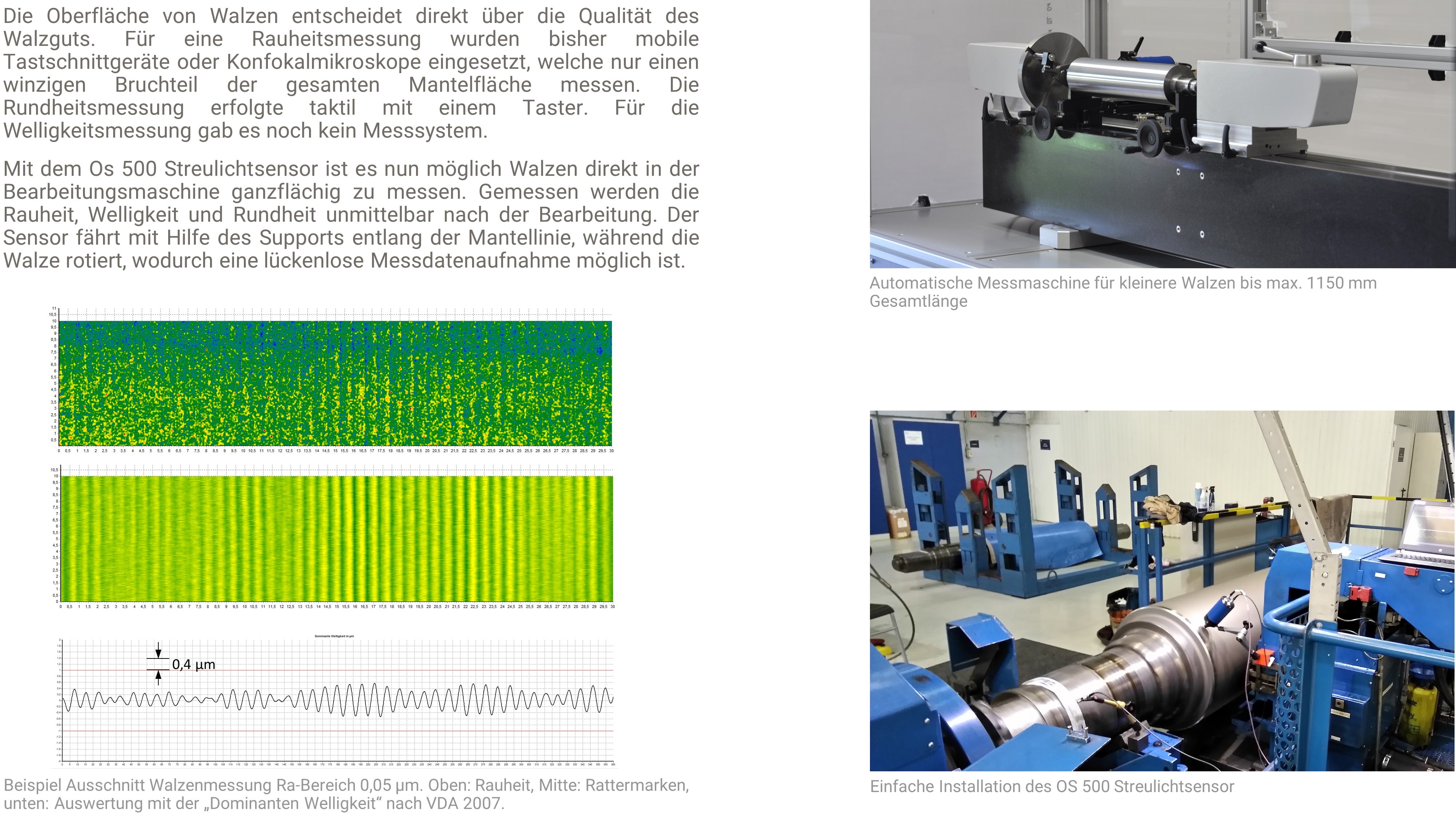
Rollers
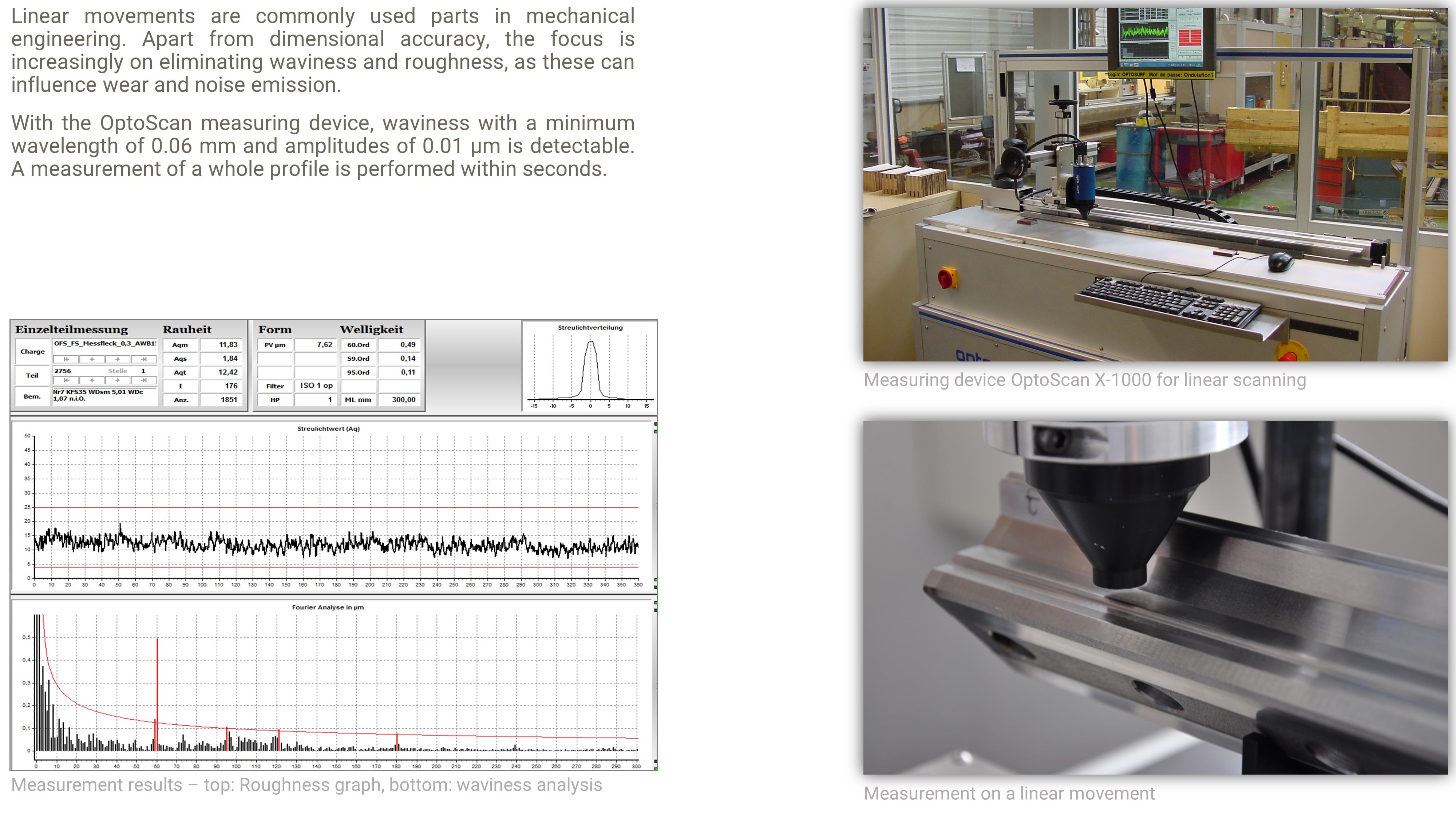
Linear movements
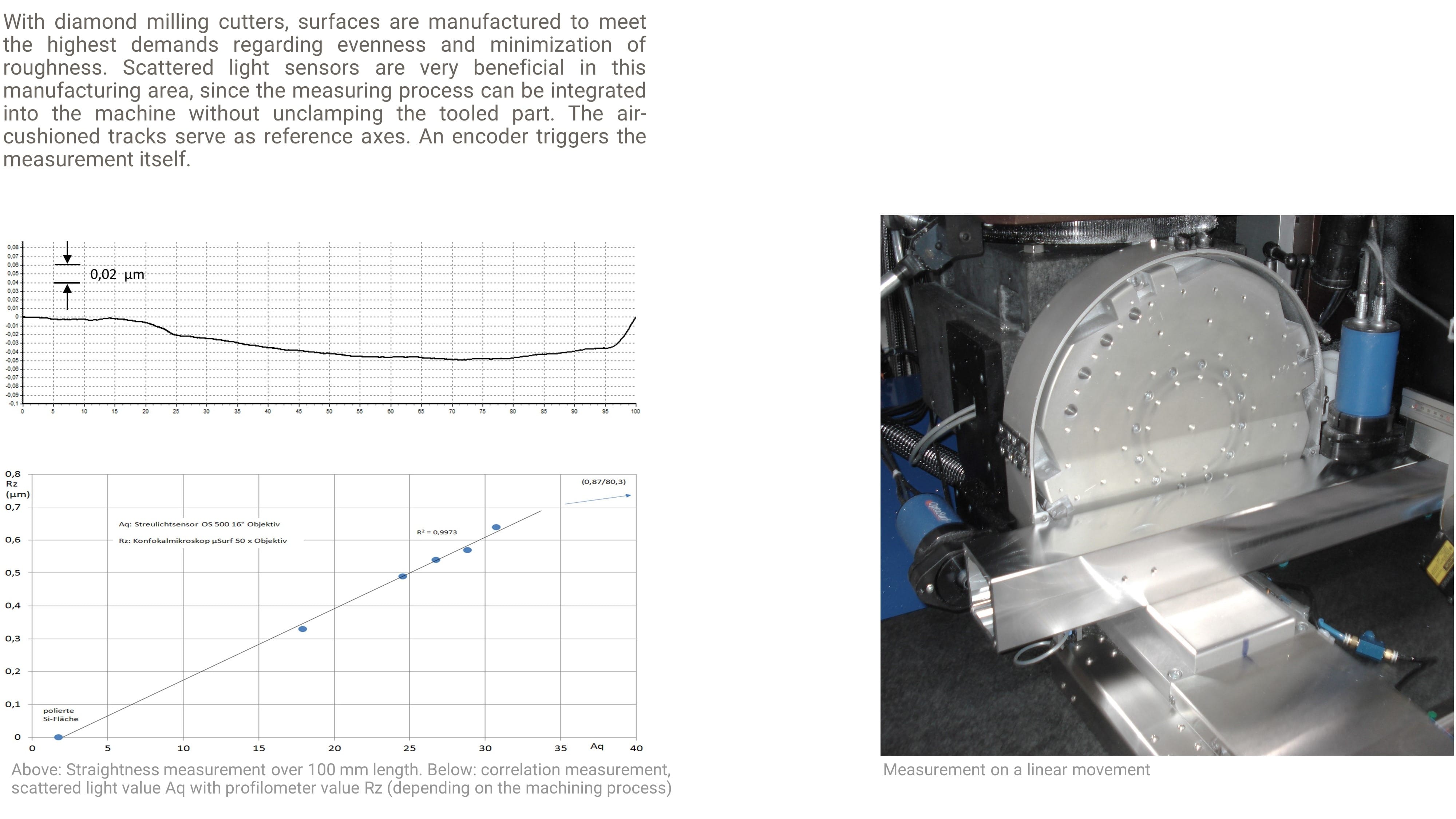
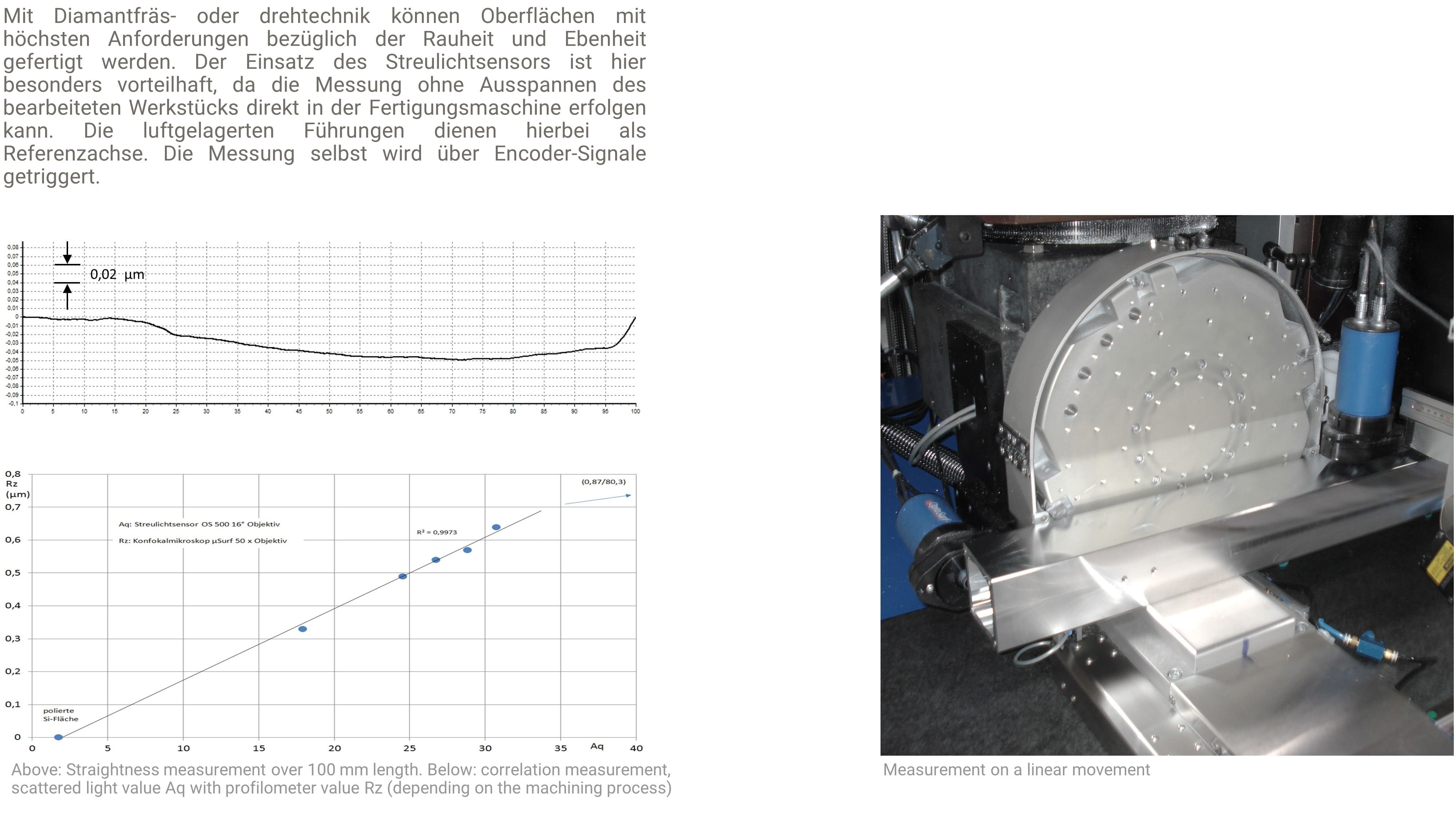
Ultra-precision machining
In-process measurement (rougness, straightness) in the nanometer range
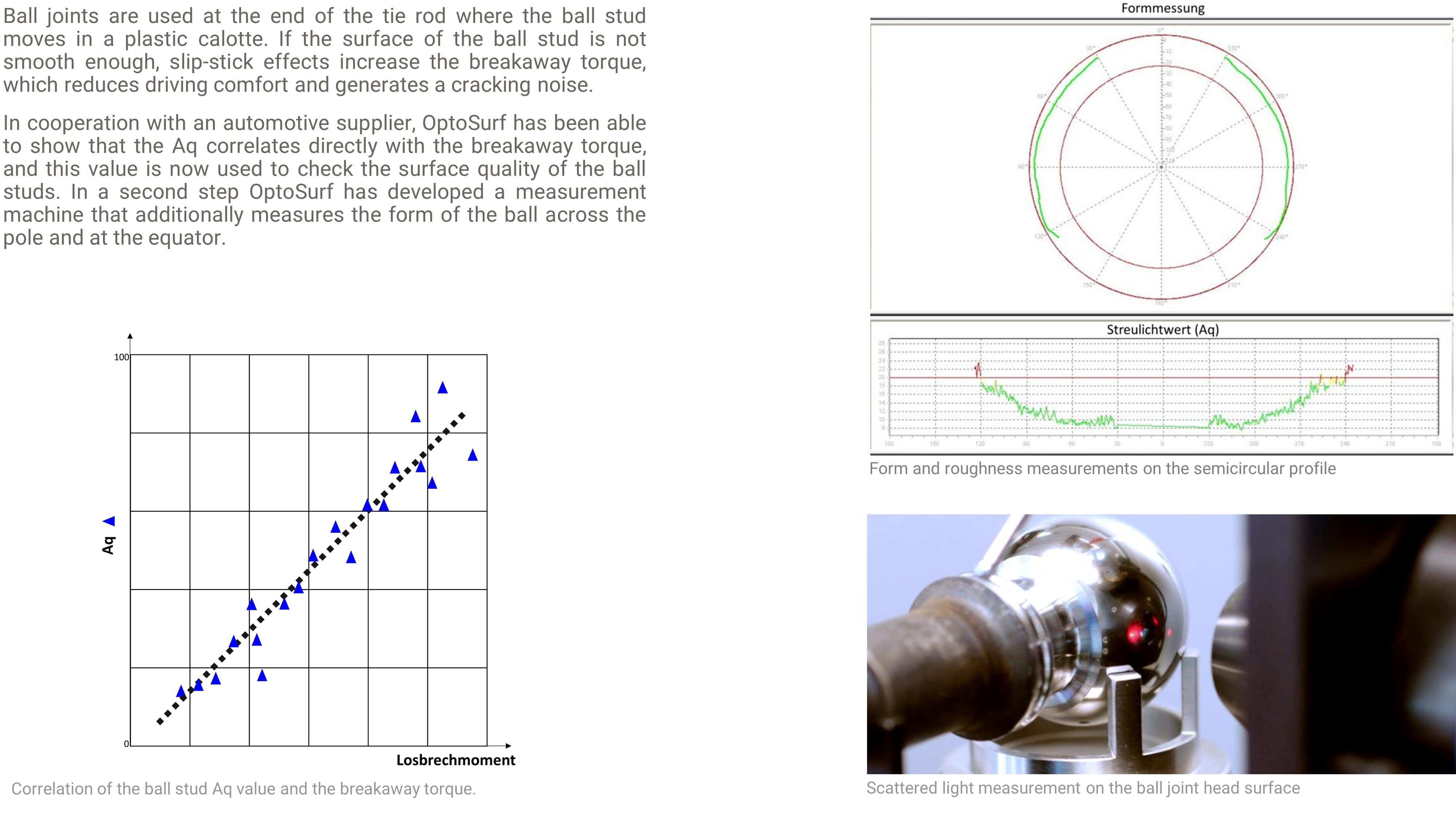
Ball studs
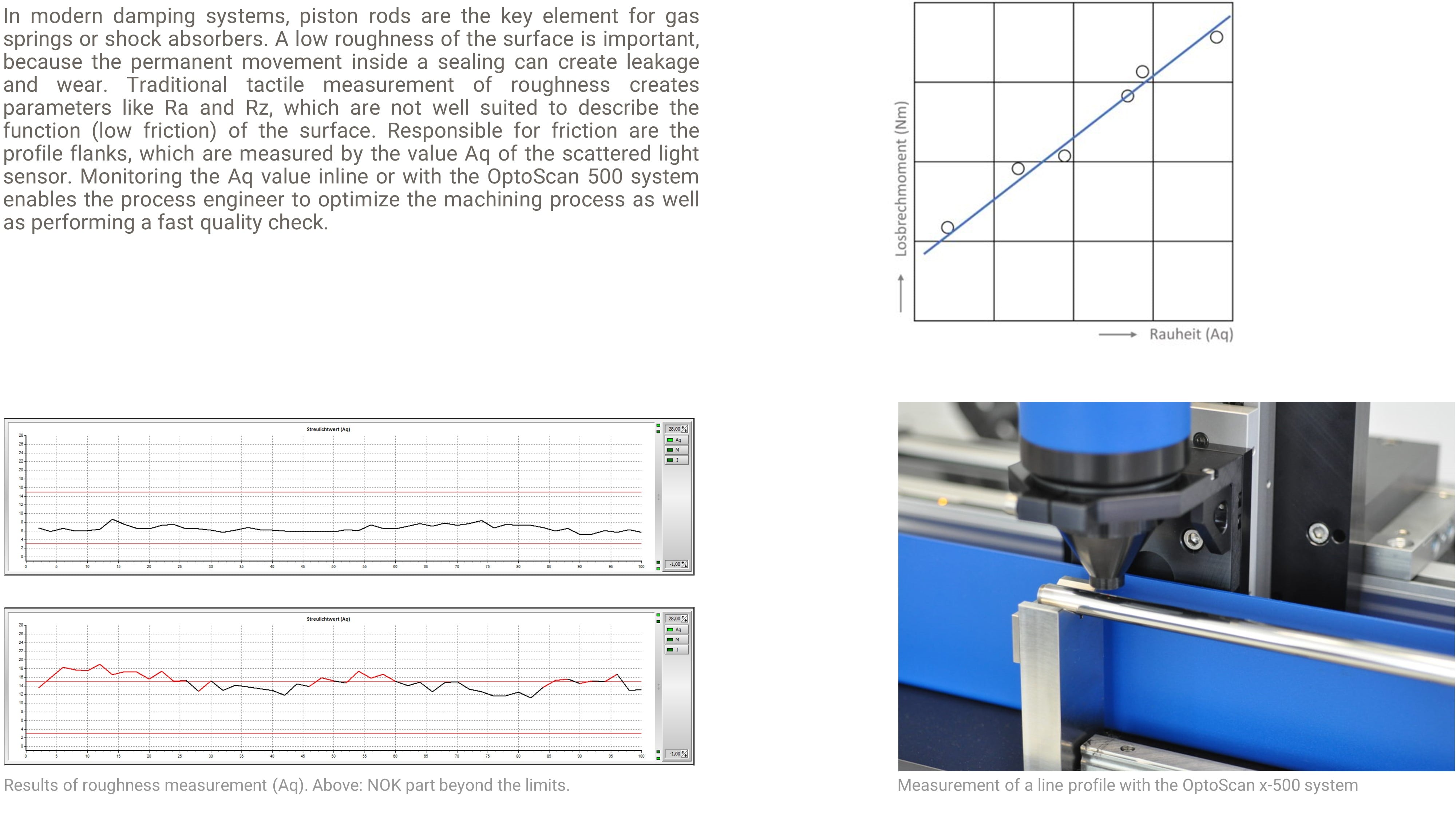
Gas spring dampers
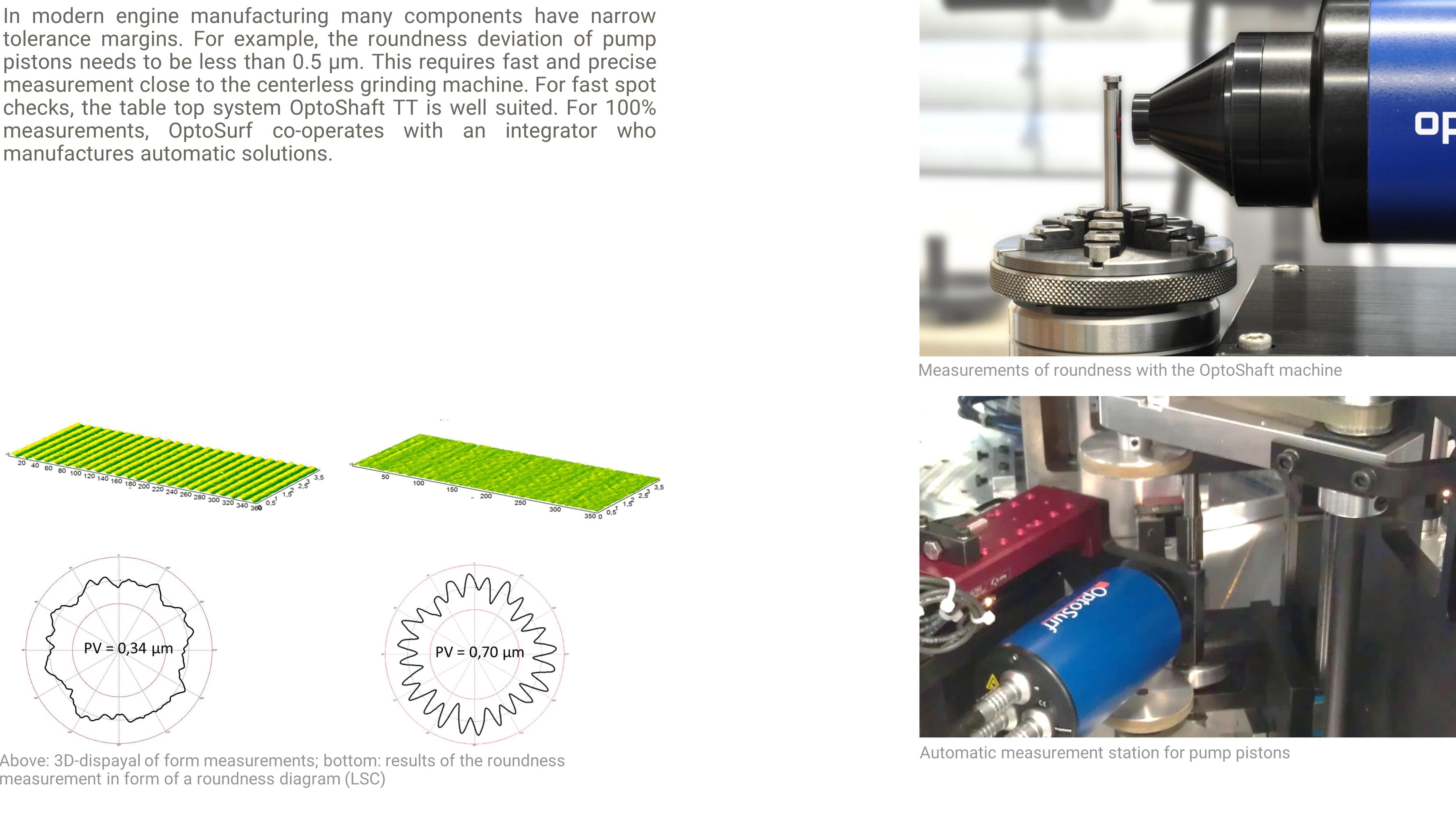
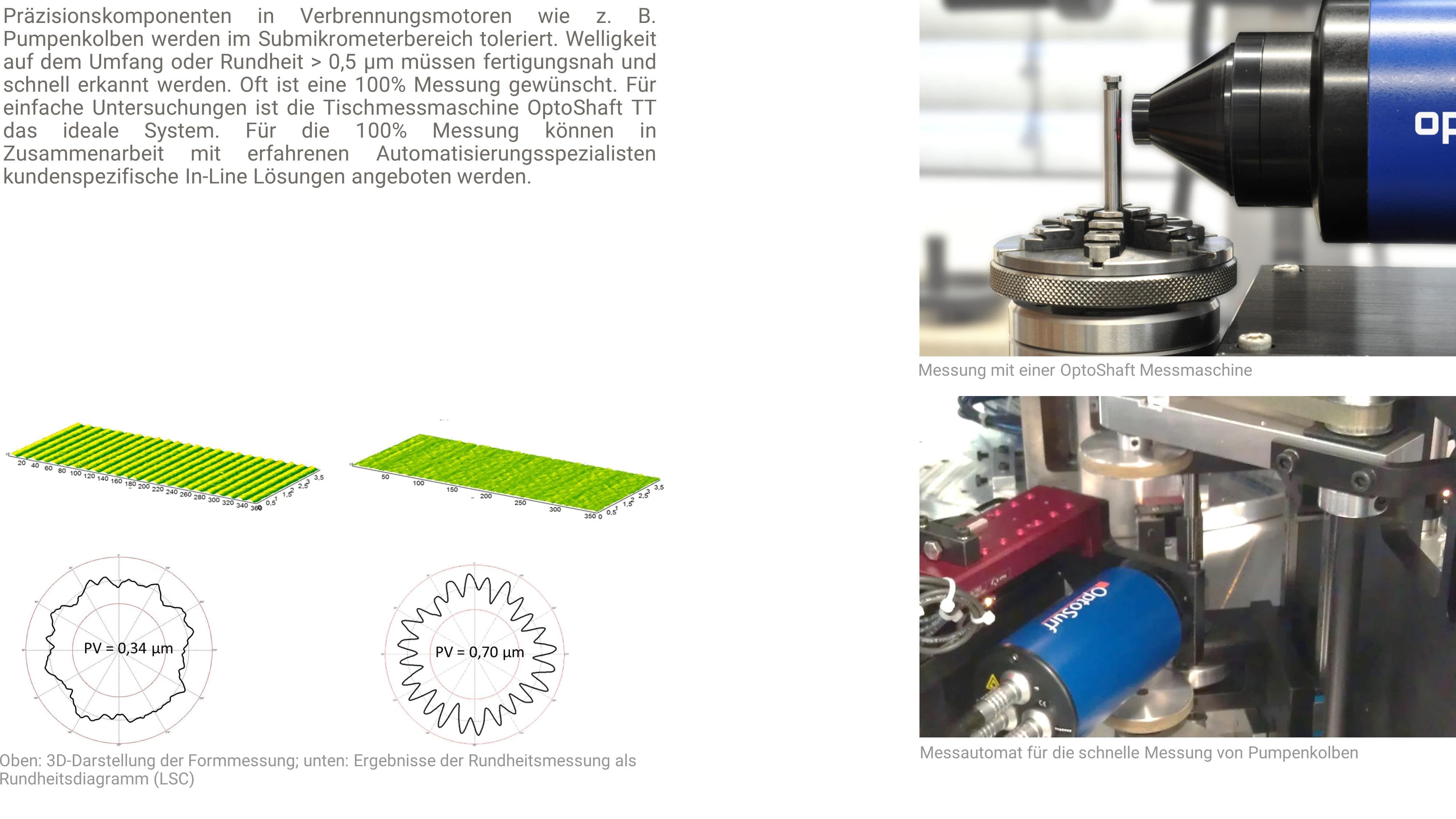
Pump pistons
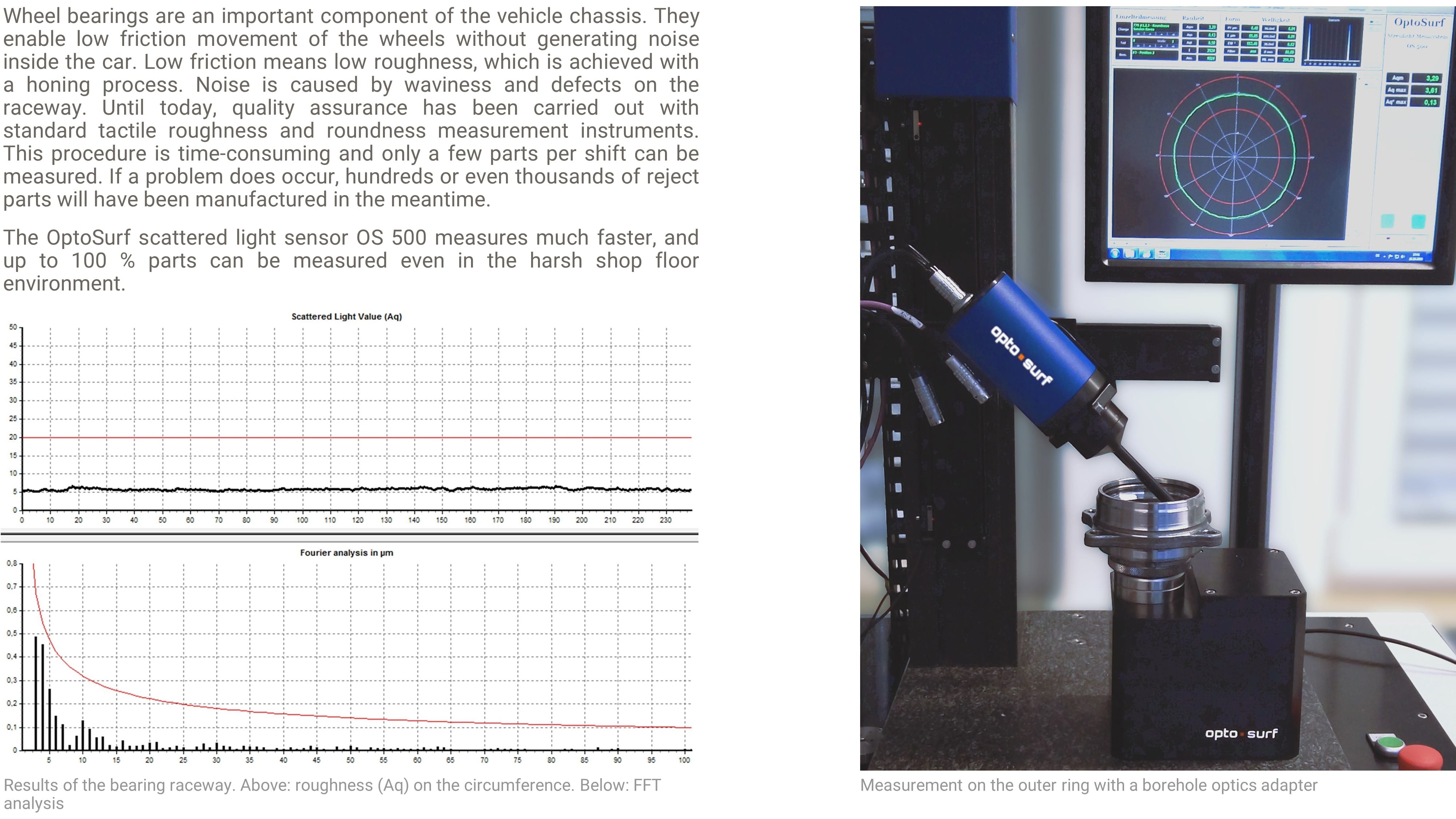
Wheel bearings
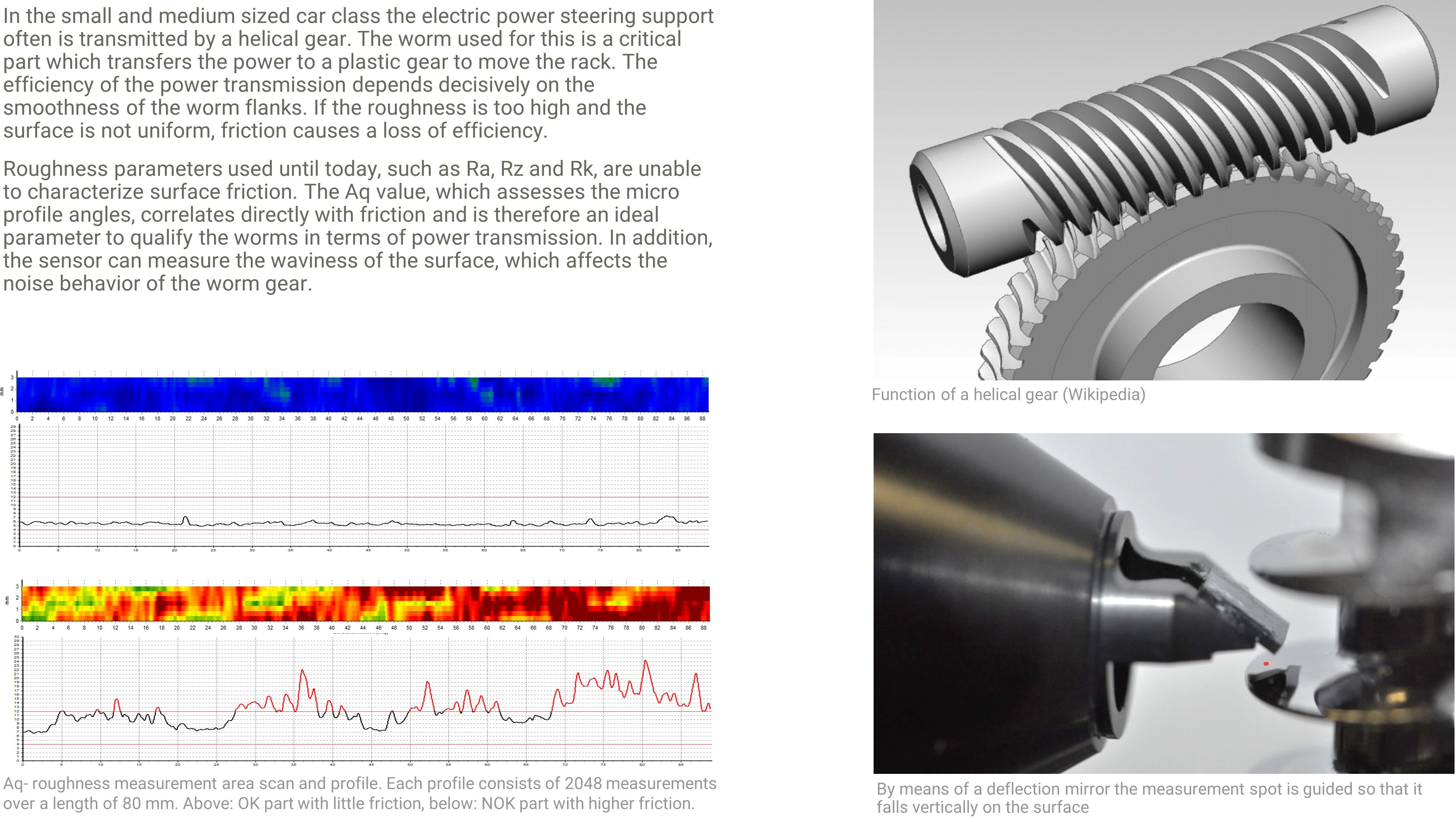
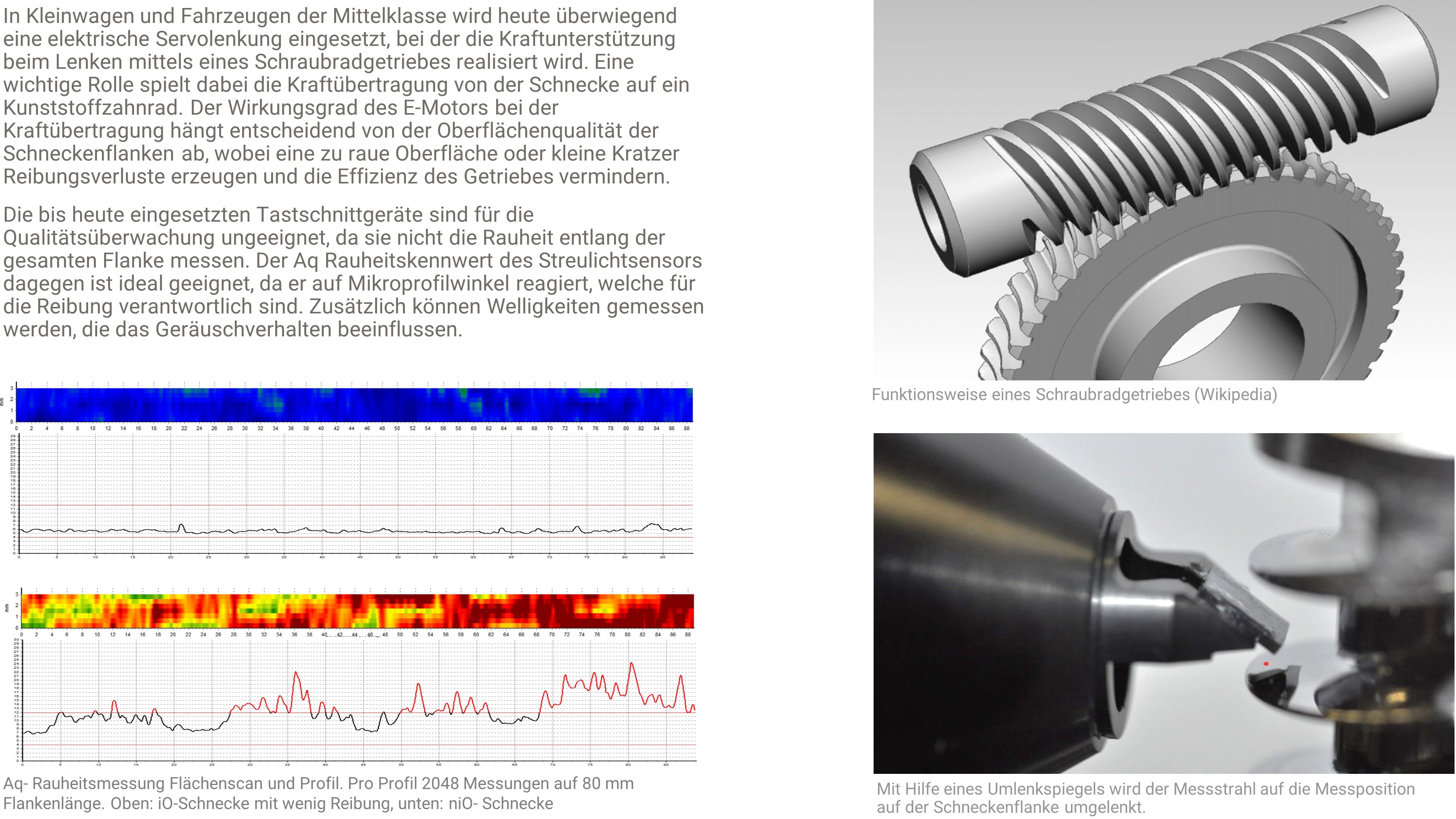
Electric power steering worms
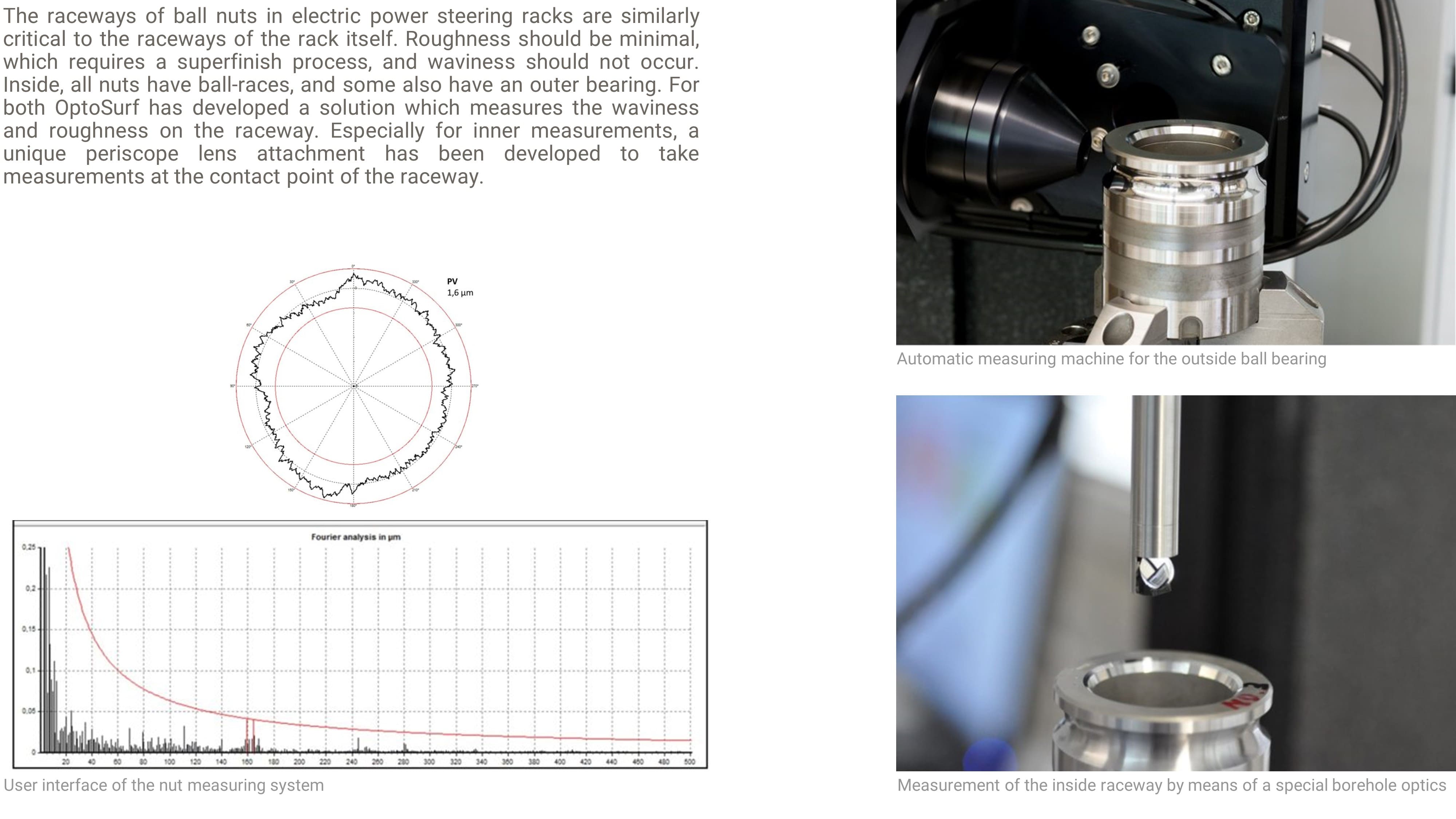
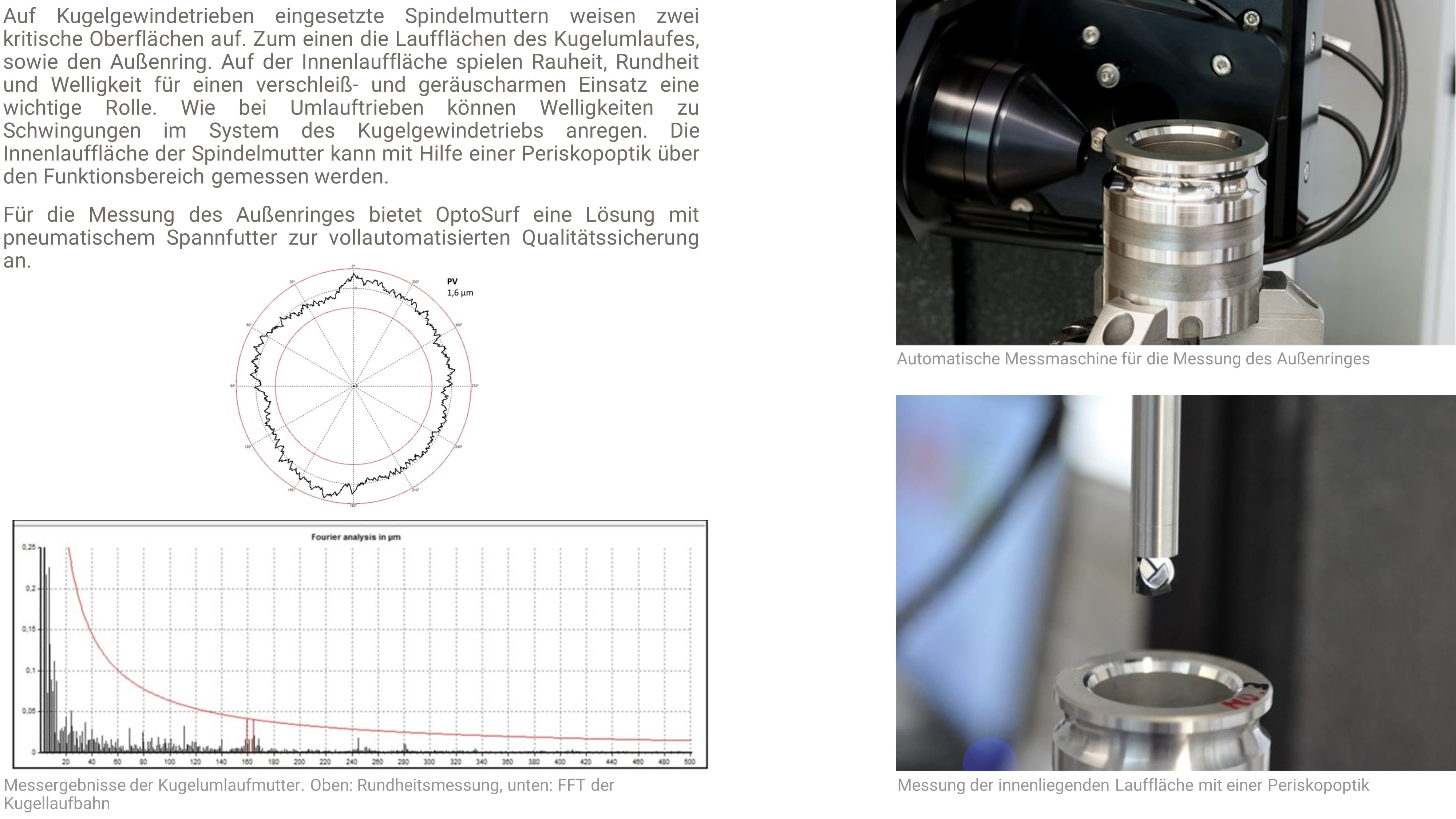
Electric power steering ball screw nut
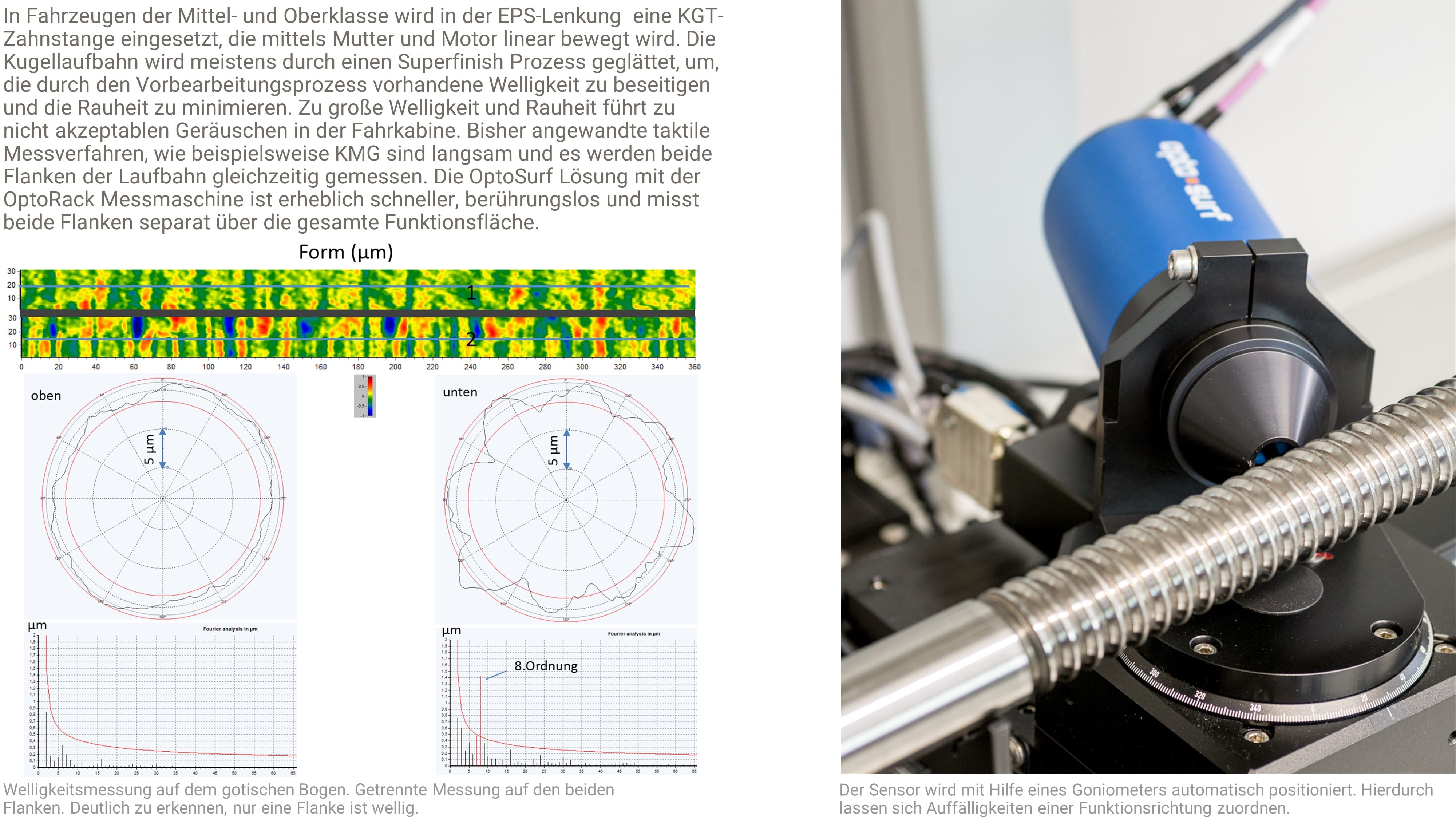
Electric power steering ball screw rack

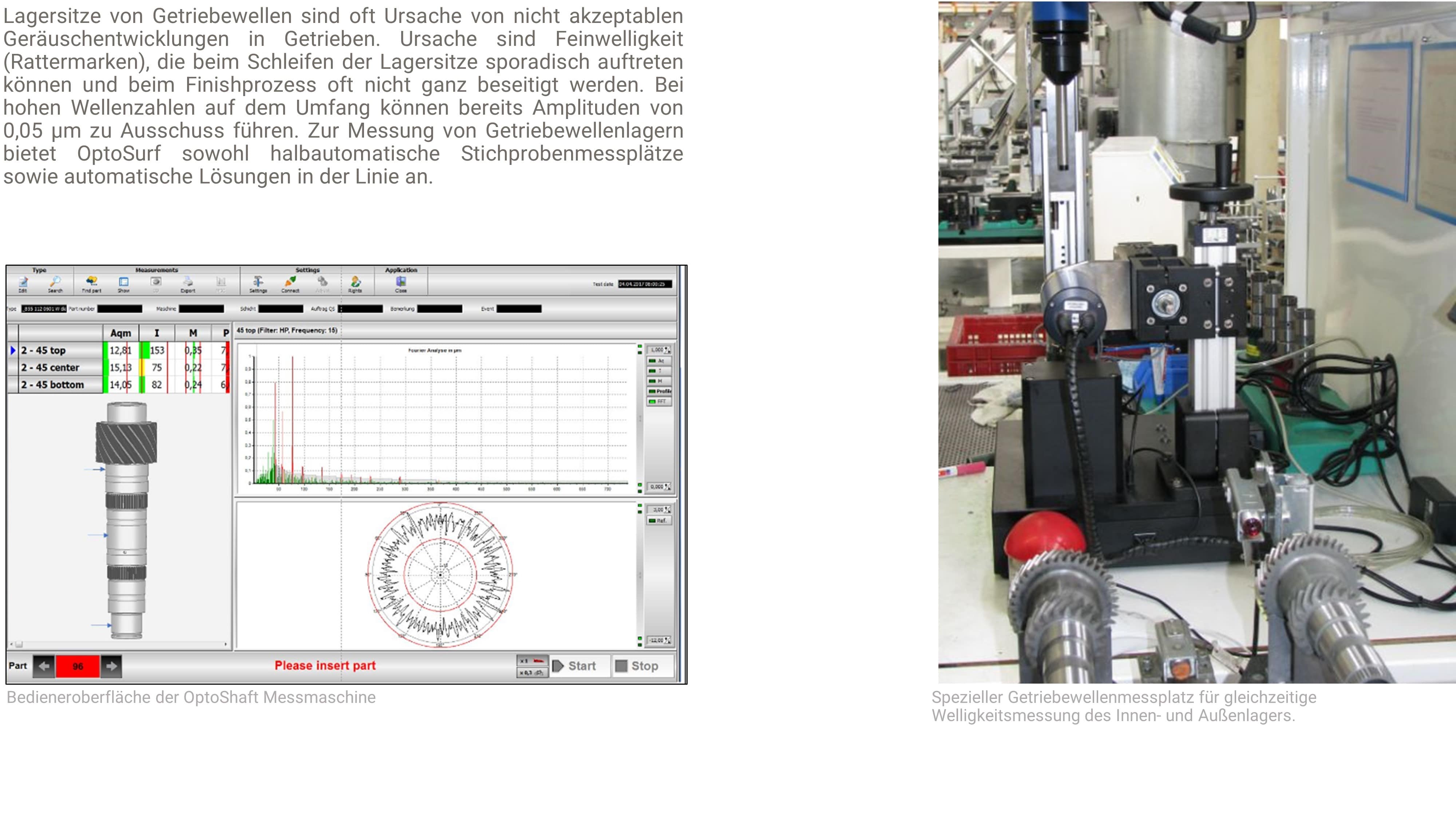
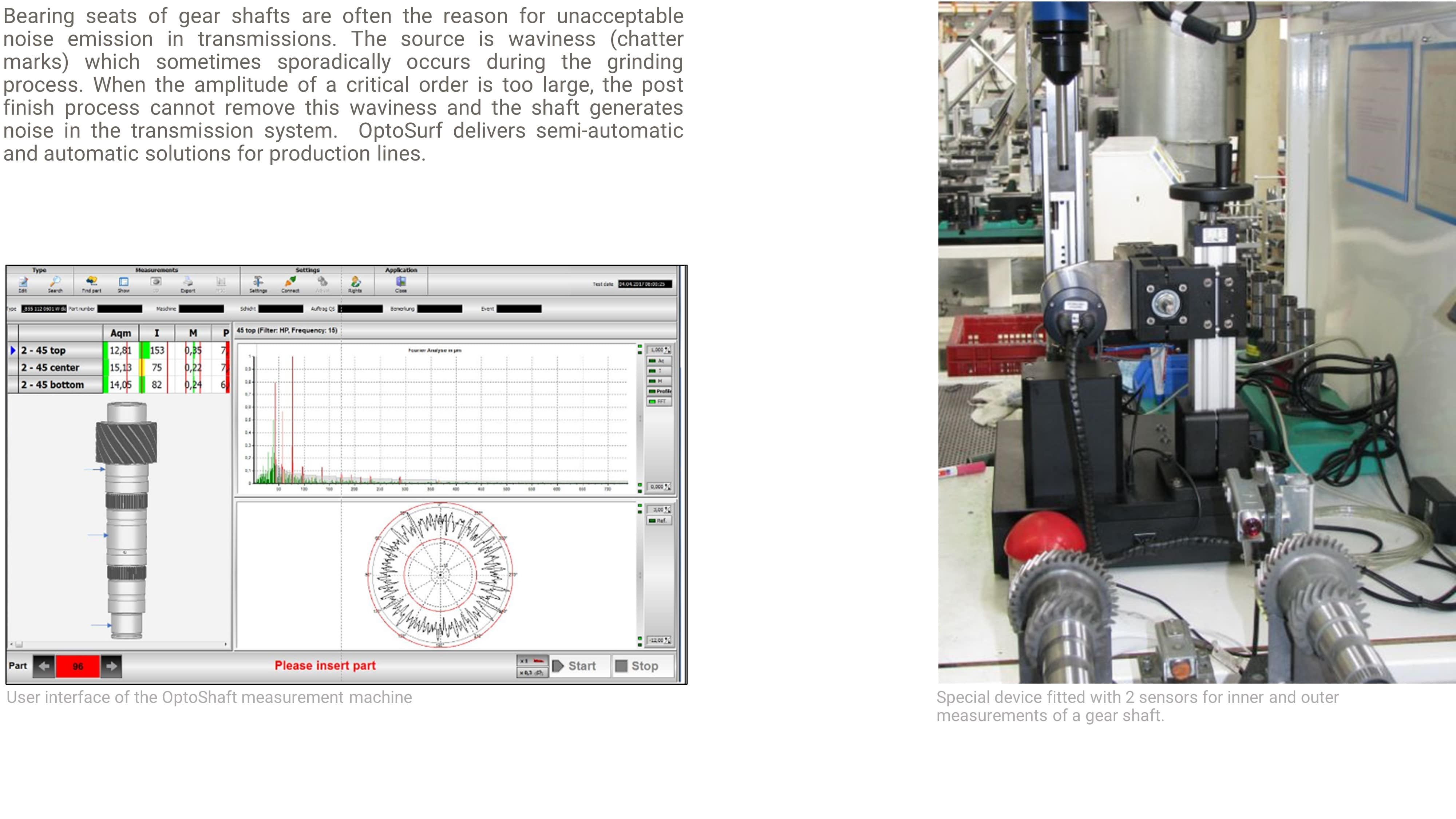
Bearing seats of gear shafts
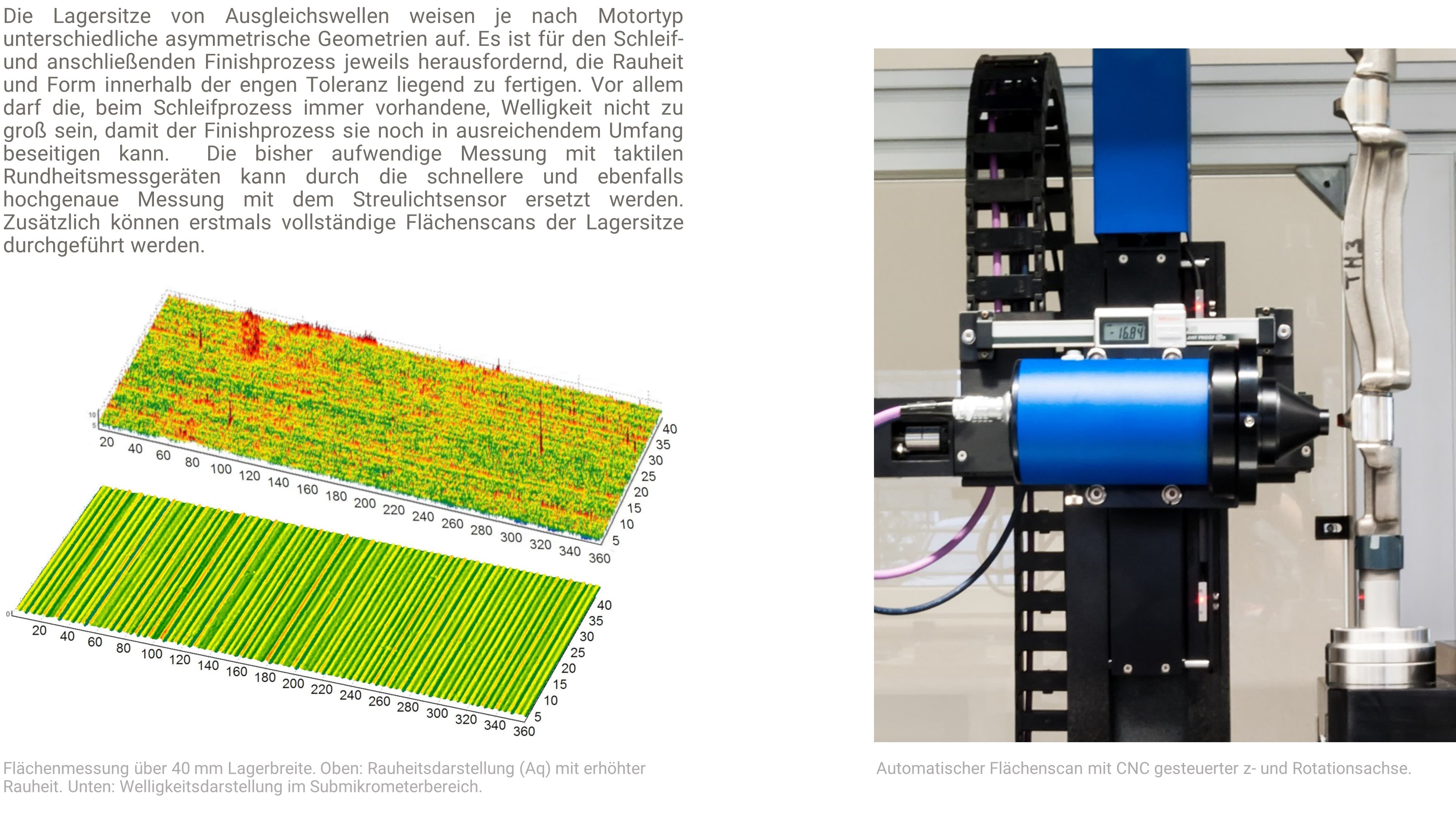
Balance shafts

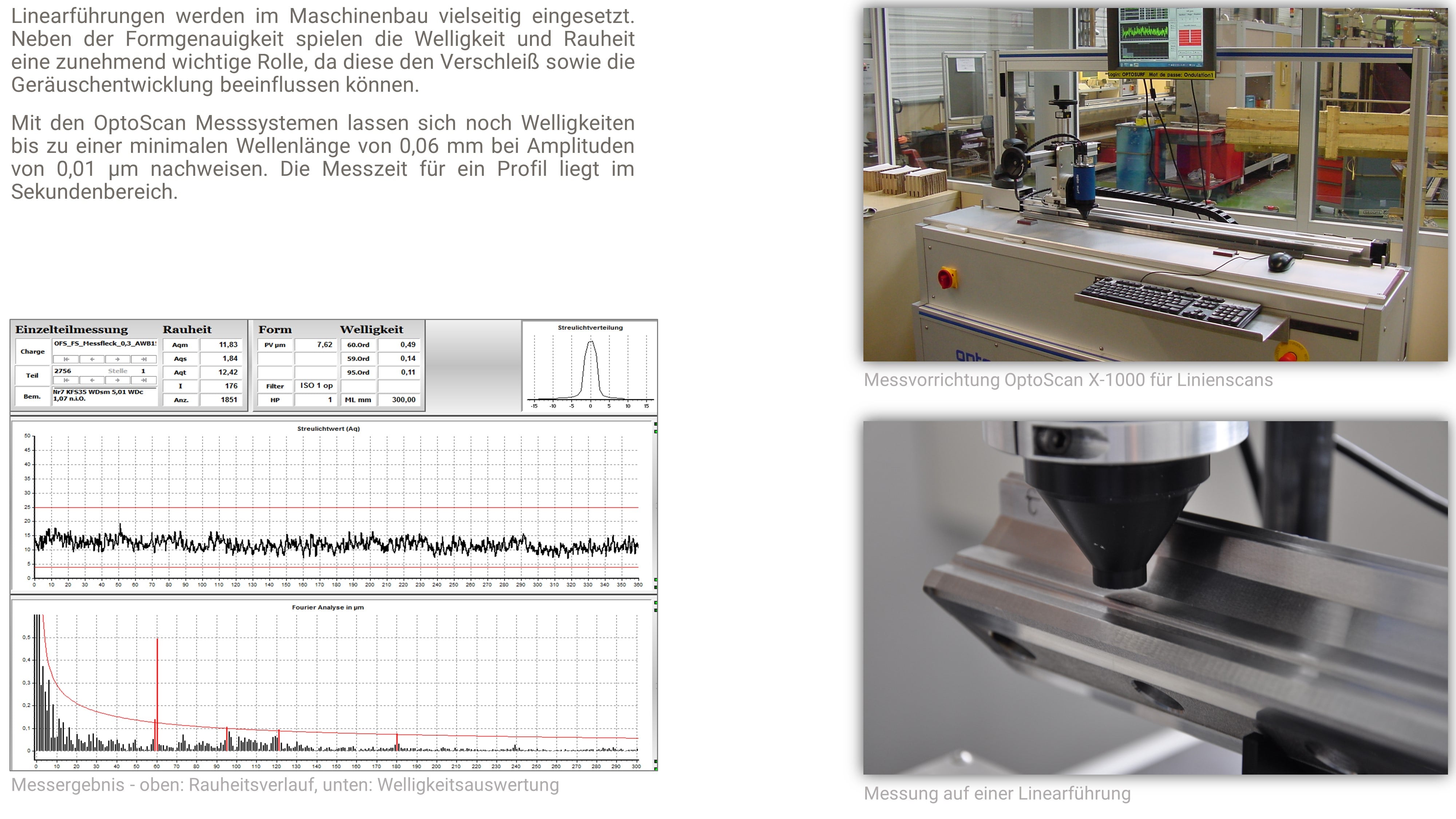
Linearführungen
Ultrapräzisionsbearbeitung
Walzen für Stahl und Alu
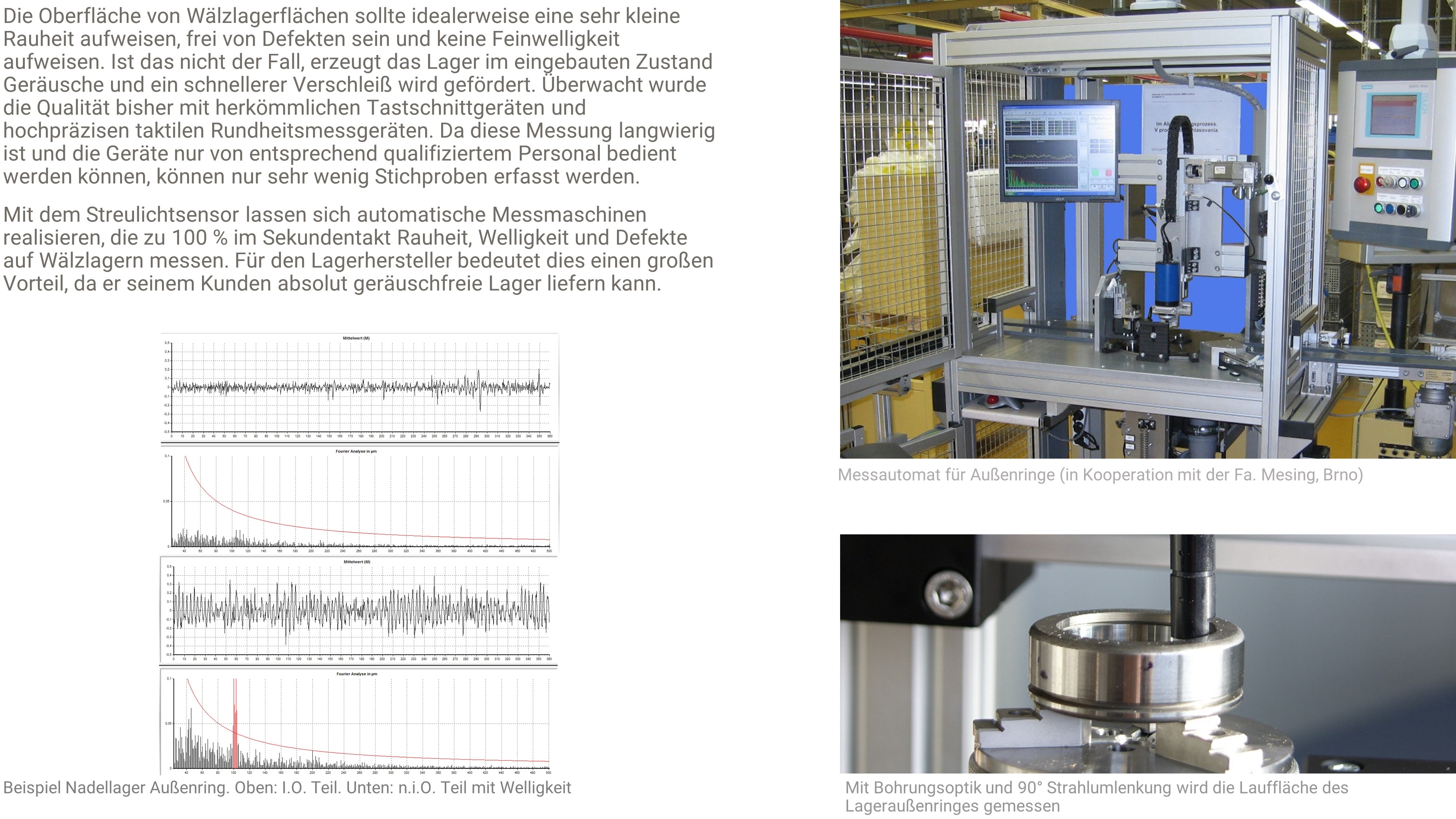
Wälzlager
Rauheits-, Rundheits- und Welligkeitsmessung auf Wälzlager Innen- und Außenringen und Wälzkörpern
Spitzenloses Schleifen
Standzeitüberwachung von Schleifscheiben bei simultaner Rundheits- und Welligkeitsmessung

Spiegelglanz Walzen


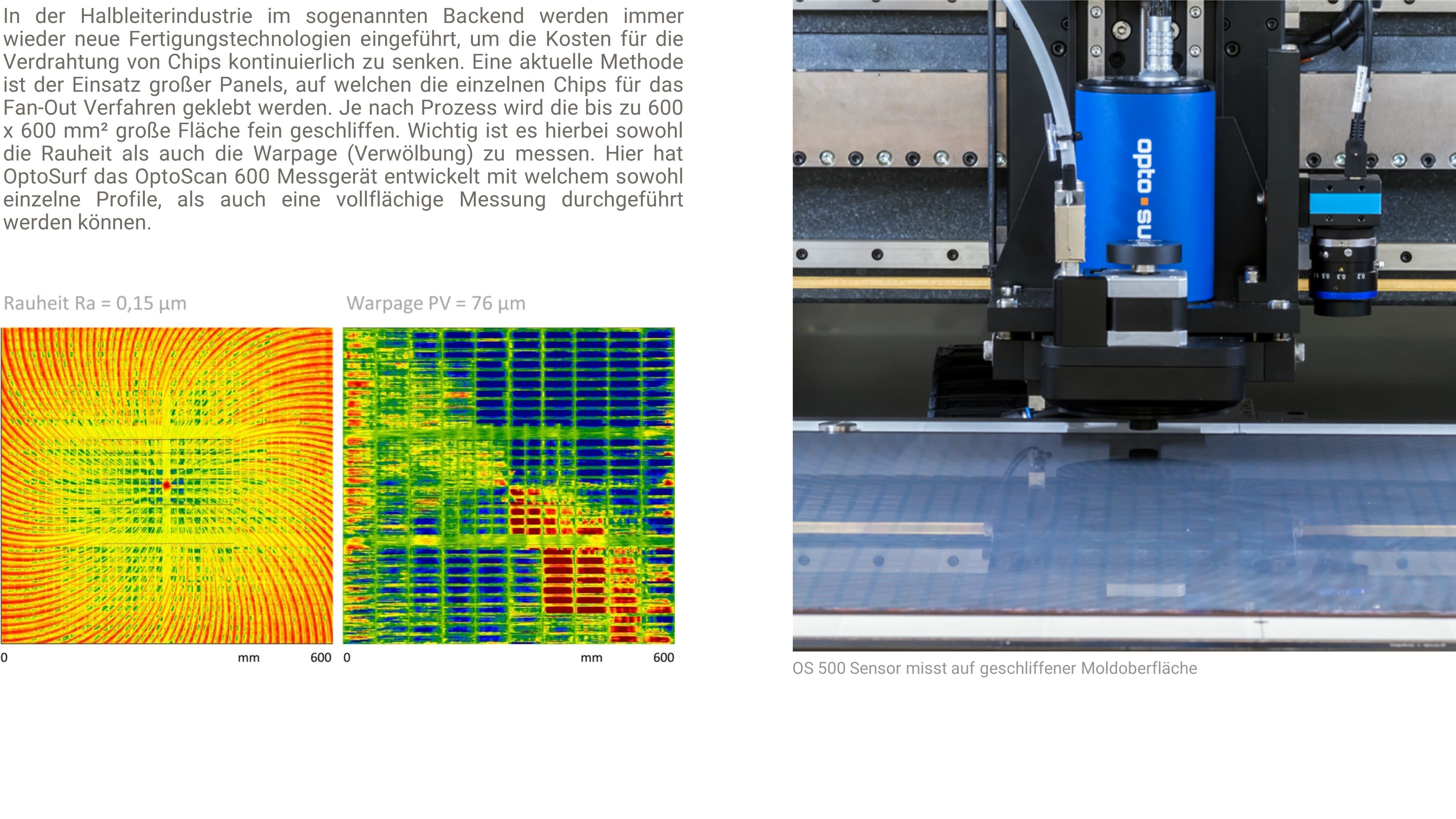
Fan-Out Panel Level Packaging
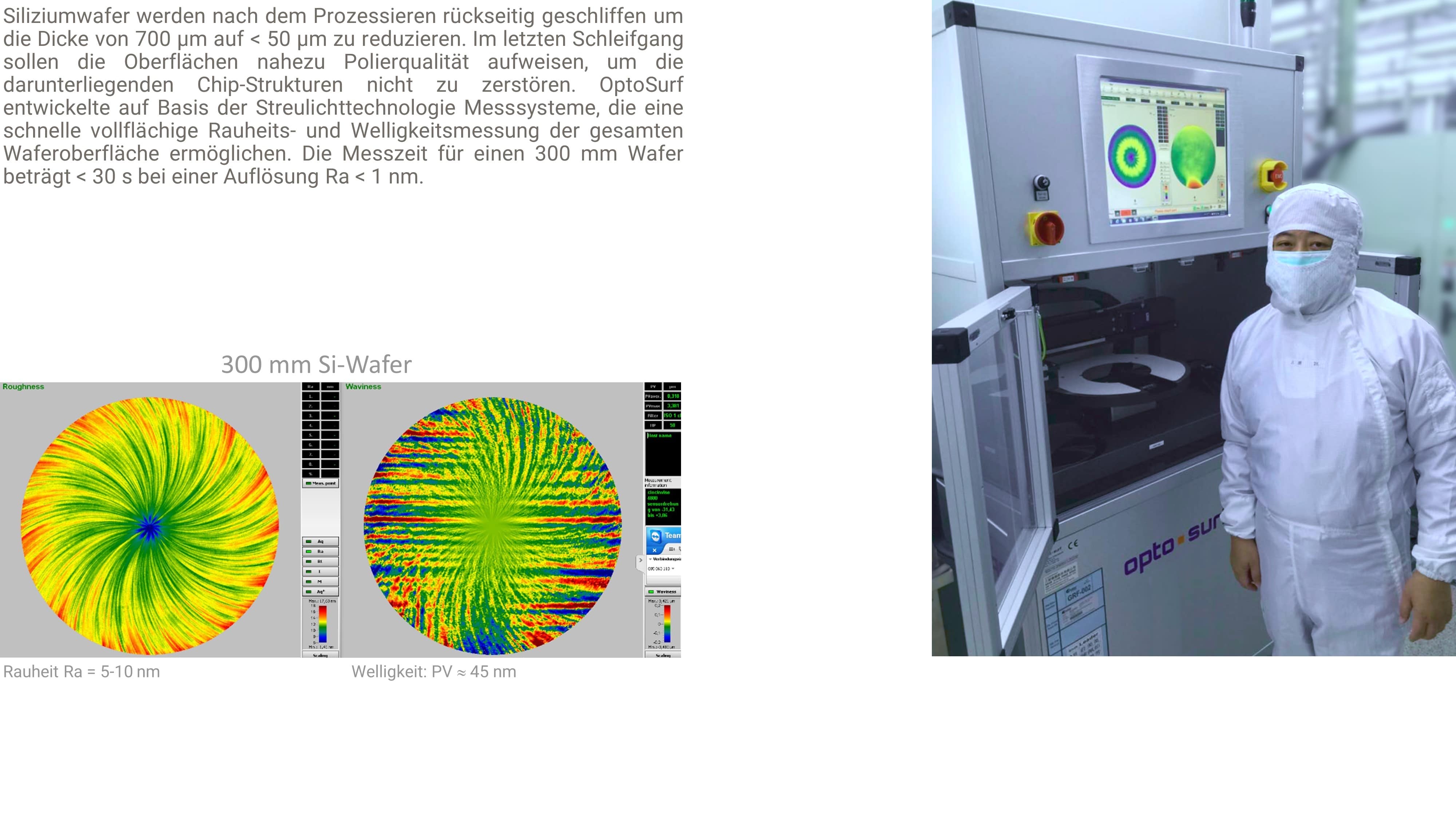
Backside Grinding
Künstliche Hüftgelenkkugel

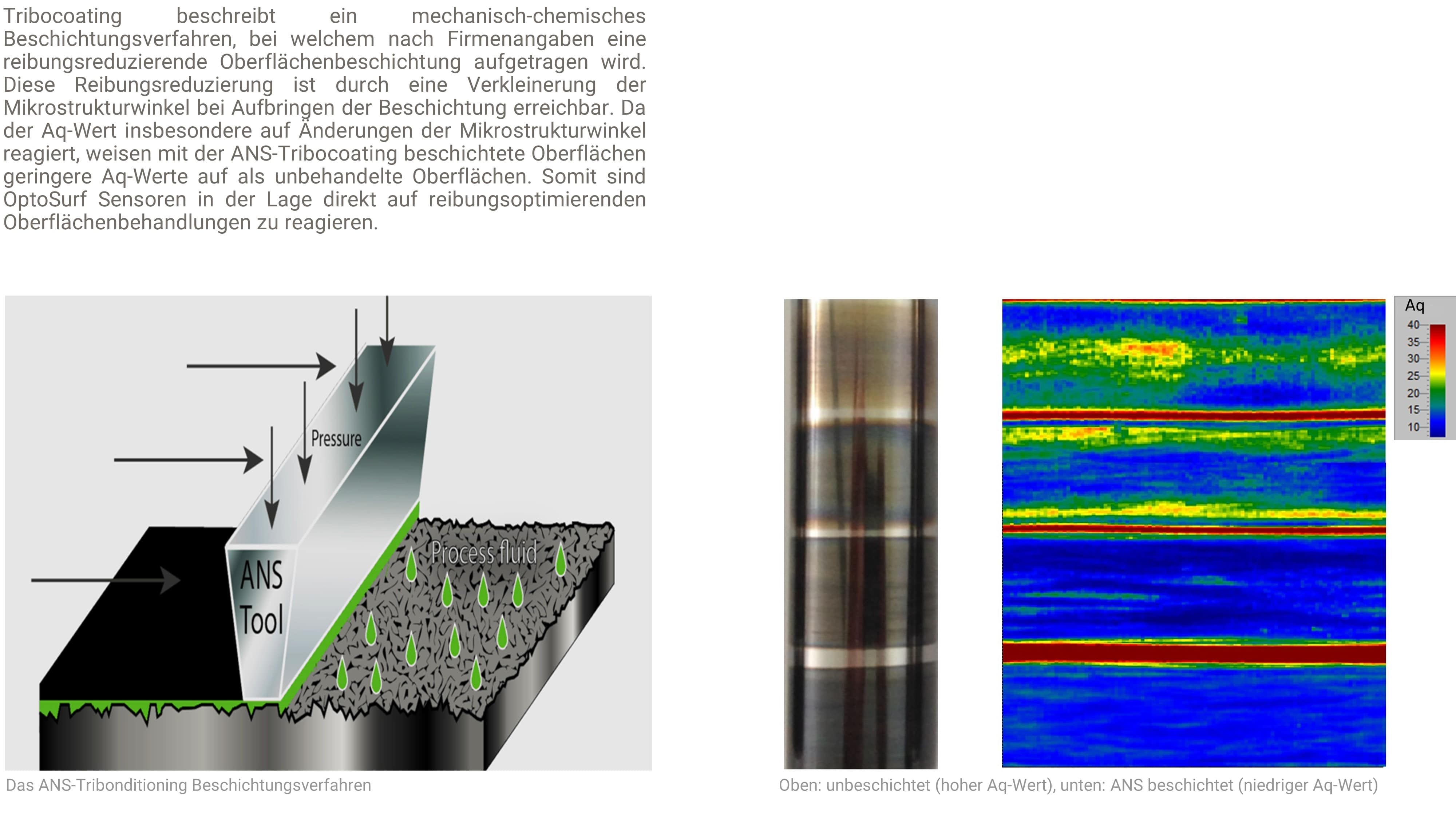
Tribocoating
Hochtemperatur Supraleiter
CFK-Bauteile

Galvanisierte Oberflächen
Pumpenkolben
Kugelumlaufmutter
Gasdruckdämpferstangen

EPS-Kugelumlaufspindel
EPS-Lenkgetriebeschnecken
Radlager

Kugelzapfen

Ausgleichswellen
Getriebewellenlager